Известны приспособления к сверлильным станкам для обработки фасонных отверстий.
Предложенно.е приспособление обеспечивает качественную обработку прошивкой глухих фасонных отверстий.
С этой целью шпиндель сверлильного станка снабжен фланцем с хвостовиком, установленным на втулке. В отверстии втулки, выполненном под углом к оси хвостовика, расположена на подшипниках оправка, несушая прошивку с вылетом, при котором плоскость резания проходит через точку пересечения оси хвостовика и оси оправки. Для устранения проворачивания оправка шарнирно связана с фиксатором, укрепленным иа скалке станка.
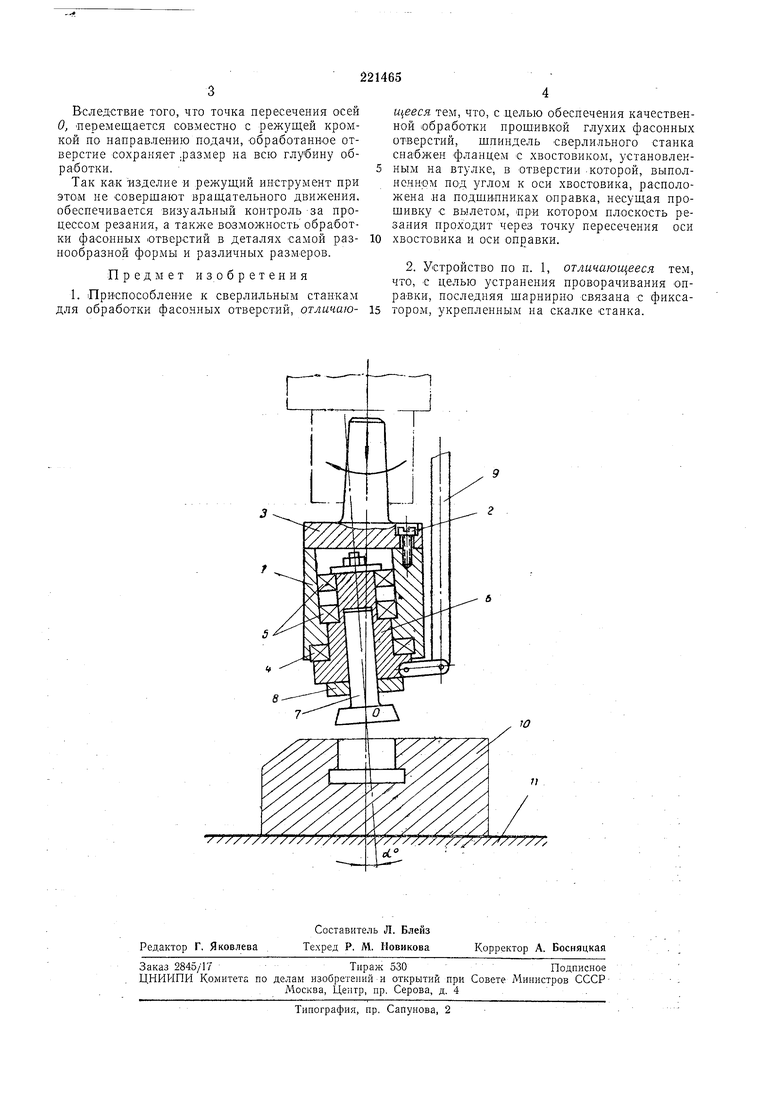
На чертеже изображено описываемое приспособление.
Приспособление состоит из втулки /, к которой винтом 2 жестко прикреплен фланец 3 с хвостовиком. Внутреннее отверстие втулки 1 выполнено под углом к хвостовику и в этом отверстии на шарикоподшипниках 4 и 5 установлена оправка 6.
|Прошивка 7 своим хвостовиком входит во внутреннее соосное отверстие оправки 6 до упора и креаится зажимом, расположенным на нижнем торце оправки 6. Кроме того, оправка 6 шарнирно связана с фиксатором 9, укрепленным на скалке станка. Длина прошивки 7 рассчитана таким образом, что плоскость резания находится на пересечении осей в точке 0.
Работа устройства для обработки фасонных отверстий осуществляется следуюш,им образом.
Обрабатываемую деталь W с предварительно обработанным отверстием устанавливают на стол сверлильного станка //. Контуры предварительно обработанного отверстия и прошивки совмешаются (для обработки квадрата и шестигранника предварительным отверстием служит круг). Подводят прошивку к детали 10 и включают сверлильный станок. Втулка 1 через хвостовик 3 .получает враш,ательное движение и движение подачи, тогда как оправка 6, удерживаемая фиксатором Я совместно с прошивкой 7, проворачивается на подшипниках 4 и 5 относительно втулки / и приобретает круговые колебательные движения вокруг центра 0.
Плоскость резания прошивки, находящаяся на пересечении осей хвостовика « оправки 6 совершает возвратно-поступательное движение
за каждый оборот шпинделя, причем контакт режущего инструменга и обрабатываемой детали происходит в одной точке, которая перемещается по замкнутому контуру фасониого отверстия, углубляясь на величину лодачи за
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ К СВЕРЛИЛЬПЫМ СТАНКАМ ДЛЯ ОБРАБОТКИ ФАСОННЫХ ОТВЕРСТИЙ ПРОШИВКОЙ | 1971 |
|
SU312685A1 |
| ЙГНЭ-ТСХЙЙНЕГЯДР ВИБЛИОТЕКА | 1971 |
|
SU322234A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ФАСОННЫХ ОТВЕРСТИЙ ПРОШИВКОЙ | 1973 |
|
SU404581A1 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ МЕЛКОРАЗМЕРНЫХ СКВОЗНЫХ, ГЛУХИХ ГЛУБОКИХ ОТВЕРСТИЙ МЕТОДОМ ПЛАСТИЧЕСКИХ ДЕФОРМАЦИЙ (БЕЗ СНЯТИЯ СЛОЯ МЕТАЛЛА) | 2005 |
|
RU2300448C2 |
| ПРИСПОСОБЛЕНИЕ К ТОКАРНОМУ СТАНКУ ДЛЯ ОБРАБОТКИ МНОГОГРАННЫХ ОТВЕРСТИЙ | 2002 |
|
RU2253549C2 |
| Устройство для электроэрозионной обработкиОТВЕРСТий | 1975 |
|
SU829388A1 |
| Устройство для сверления | 1979 |
|
SU874269A2 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ | 2004 |
|
RU2268108C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
