Известны устройства для автоматической дуговой сваркн в среде защитного газа, содержащие источник сварочного тока с дросселями насыщения, регулируемый привод подачи присадочной проволоки и схему управления, обеспечивающую плавное уменьщение тока при заварке кратера.
Предлагаемое устройство отличается тем, что в цепь привода подачи присадочной проволоки включен магнитный усилитель, управляемый триодом с регулируемой цепочкой RC в сеточной цепи для плавного уменьшения скорости подачи присадочной проволоки при заварке кратера, а для выключения привода подачи проволоки и выключения сварочного тока использованы два регулируемых электронных реле времени.
Такое выполнение устройства повышает качество заварки кратера.
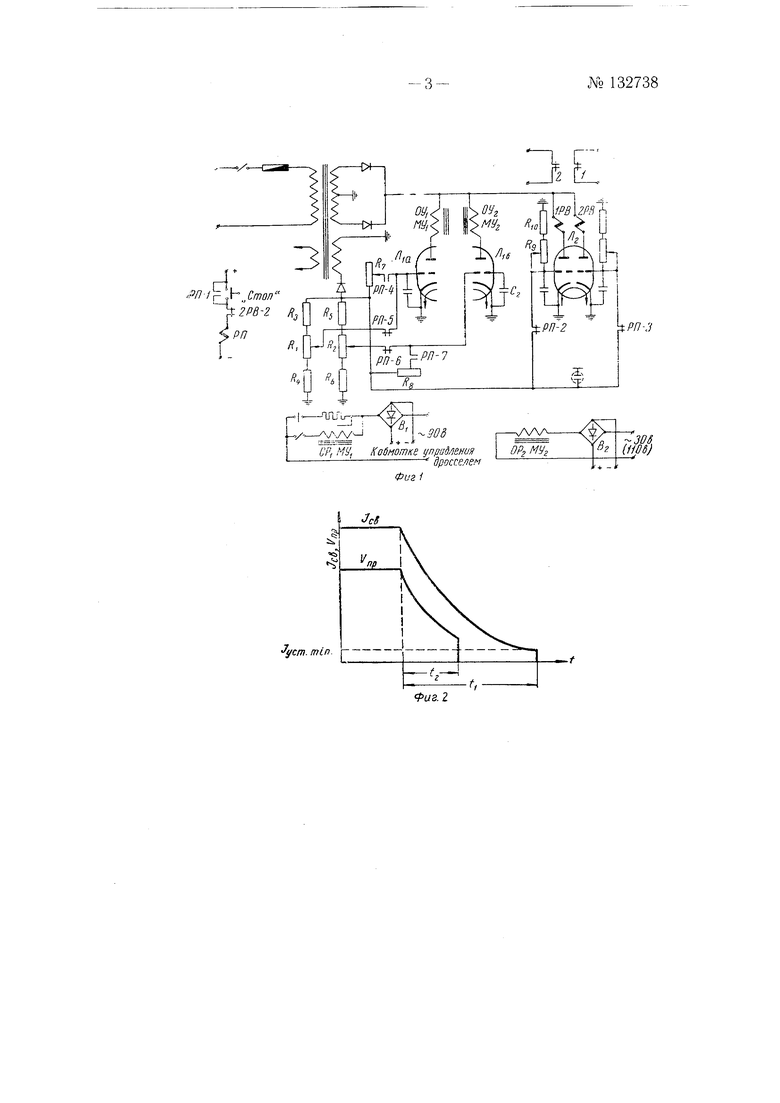
На фиг. 1 изображена принципиальная электрическая схемя устройства; на фиг. 2-график изменения во времени сварочного тока / „ и скорости подачи проволоки (V„р).
Обмотка управления дросселя насыщения сварочного автомата и двигатель подачи проволоки (дроссель и двигатель на чертеже не изображены) получают через выпрямители В и В питание от обмоток ОР и ОР2 магнитных усилителей МУ1 и МУу, обмотки управления которых ОУ и ОД2 включены в анодные цепи триодов Л „п Л}.
Такое включение обмоток управлепия позволяет регулировать величину сварочного тока и скорость подачи проволоки с помощью потенциометров RI и , изменяющих потенциал на сетках триодов, причем верхний и нижний пределы регулирования ограничиваются величиной сопротивлений , R.i- и f.
Окончание сварк при применении предлагаемого устройства происходит следующим образом. Нажатием кнопки «Стоп включается реле РП, которое самоблокируется через свой нормально открытый контакт РП-1. Контакты РП-2 и РЯ-3 этогс реле запускают реле времени 1РВ п
Д 132738 22РВ собранные ка двойном триоде Л2. Контакты реле РЯ-4, РП-5, РЯ-б и РП-7 подключают сетки триодов i и Л-, дна напряжение, достаточное для полного запирания этих триодов, что приводит к снижению величины сварочного тока н уменьшению скорости подачи проволоки. Снижение тока и замедление подачи проволоки регулируются с помощью переменных сопротивлений Rj и RsПо истечении выдержки времени реле 1РВ (время t на фиг. 2) его контакт отключает двигатель подачи проволоки, а после того, как установится минимальное значение сварочного тока f уст-тт сработает реле 2РВ (время to на фиг. 2), отключается источник питания и деблокируется реле РП. Выдержки времени срабатывания реле 1РВ и 2РВ устанавливаются с помощью переменных сопротивлений Rg и io.
Таким образом, при использовании предлагаемого устройства можно 1ак отрегулировать режим сварки, чтобы при ее окончании не происходило резкого обрыва дуги и не образовывался вызываемый таким обрывом кратер.
Предмет изобретения
Устройство для автоматической дуговой сварки неплавящимся электродом в среде защитных газов, содержащее источник сварочного ток;1 с дросселями пасьпцения, регулируемый привод подачи присадочной проволоки и схему управления, обеспечивающую плавное уменьшение сварочного тока при заварке кратера, отличающееся тем, что, с целью повышения качества заварки кратера, в цепь привода подачи присадочной проволоки включен магнитный усилитель, управляемый триодом с цепочкой ..С в сеточной цепи для плавного уменьшения скорости подачи проволоки при заварке кратера, а для выключения привода подачи проволоки и выключения сварочного ККа применены два регулируемых электронных реле времени.

| название | год | авторы | номер документа |
|---|---|---|---|
| ШЛАНГОВЫЙ ПОЛУАВТОМАТ ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 1966 |
|
SU179398A1 |
| Способ дуговой точечной сварки плавящимся электродом | 1976 |
|
SU740432A1 |
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| Устройство для дуговой сварки | 1990 |
|
SU1704977A1 |
| Способ дуговой сварки плавящимся электродом в узкую разделку | 1982 |
|
SU1061956A1 |
| Устройство для сварки | 1988 |
|
SU1590260A1 |
| Устройство для кольцевой сварки поворотных стыков труб | 1967 |
|
SU254692A1 |
| Способ двухдуговой сварки и наплавки плавящимися электродами | 1990 |
|
SU1731508A1 |
| Устройство контроля режимов сварки дугового автомата | 1983 |
|
SU1155402A1 |