Известны станки для алмазной обточки поршней, привод подач резцовой оправки которых состоит из двух гидроцилиндров, реечно-зубчатого механизма и фрикционной муфты.
Цель изобретения - повысить жесткость привода подач шпинделя и увеличить угол поворота резцовой оправки.
Для решения этой задачи в предлагаемом станке на ш-пинделе установлен гидродвигатель с качающейся лопастью, ориентированной с помощью шпонки относительно щпинделя. На одном конце шпинделя установлена резцовая оправка, а на другом - задающее устройство, выполненное в виде шайбы с упорами, воздействующими на командные датчики.
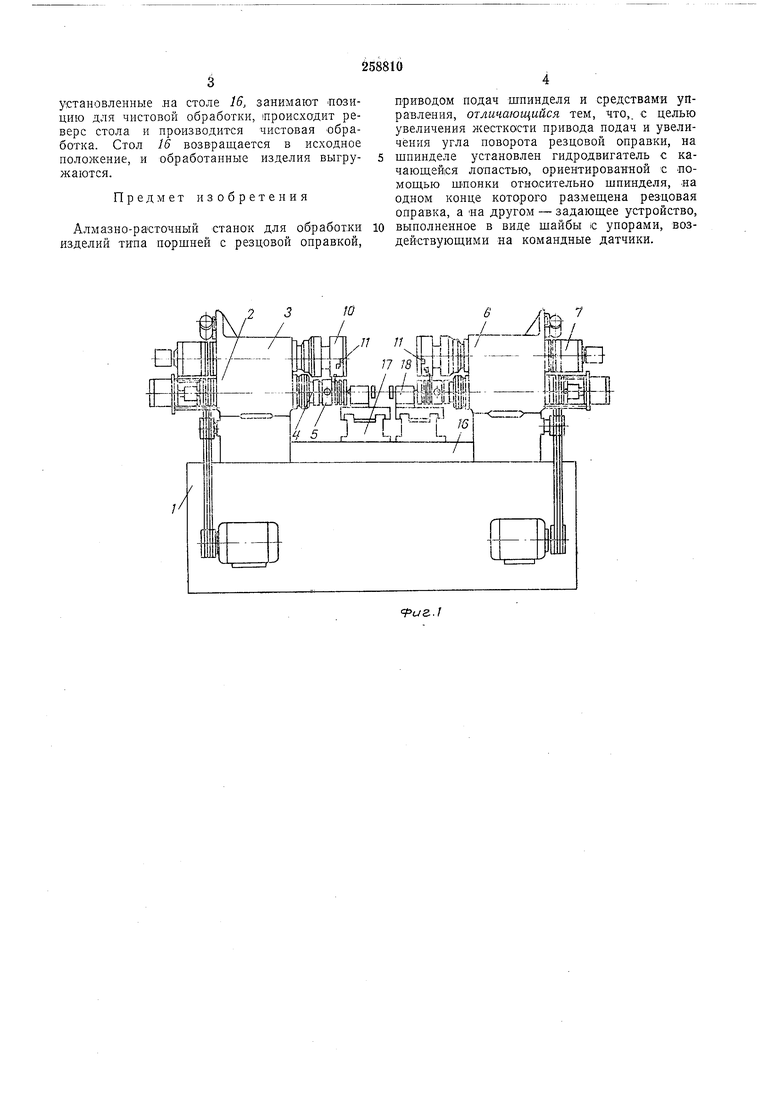
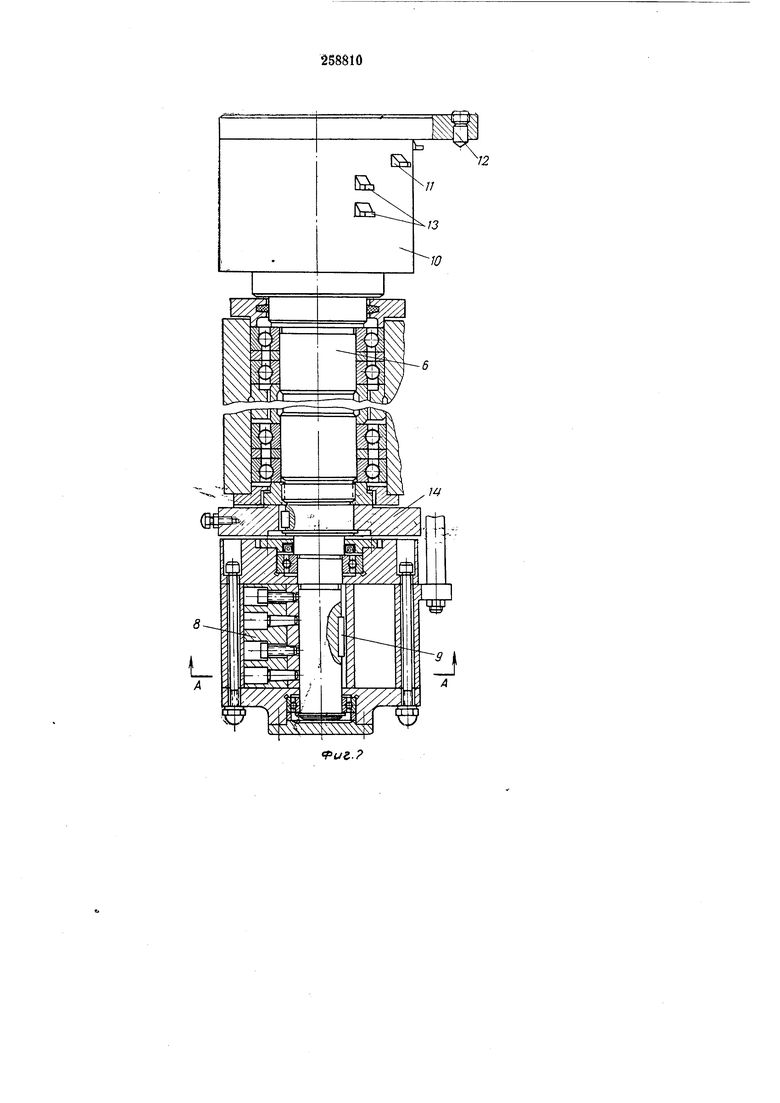
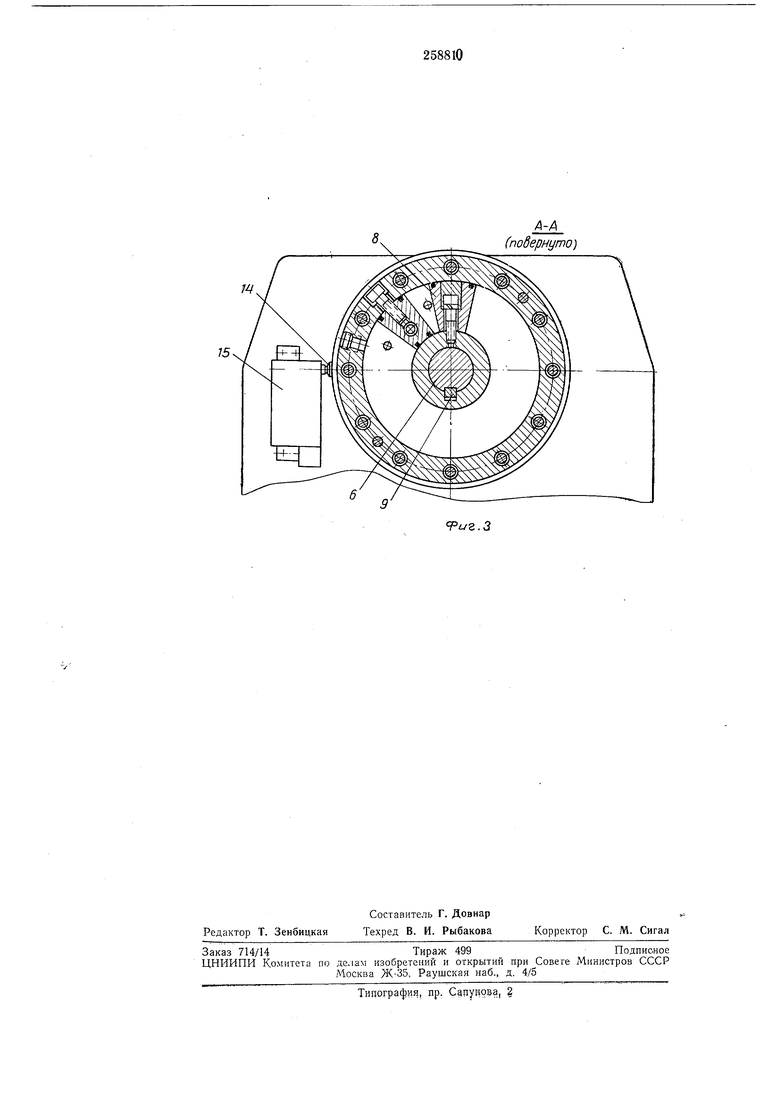
На фиг. 1 показан общий вид станка (в плане); на фиг. 2 - шпиндель с резцовой оправкой, продольный разрез; на фиг. 3- разрез по Л-А на фиг. 2.
На станине 1 расположены шпиндельные комплексы 2, которые включают в себя шпиндель 3, на фланце которого крепится устройство 4 для зажима изделия 5 и шпиндель 6.
На шпинделе 6 установлен гидродвигатель 7 с качающейся лопастью 8, ориентированный относительно шпинделя 6 с помощью щнонки 9. На одном конце шпинделя 6 установлена резцовая оправка W с инструментами // ДЛЯ Прорезки точных канавок, инструментами 12 для точения кольцевых торцов изделия 5 н инструментами 13 для обработки неточных фасок, галтелей и получистовой прорезки, а на другом - задающее устройство, выполненное в виде шайбы 14 с упорами, воздействующими на командные датчики 15.
По станине / перемещается подвижный стол 16 с обточньгми инструментами, которые крепятся на общем основании, перемещающемся относительно стола 16 от копира через следящий палец (на чертеже не показаны). На подвижном столе 16 установлены дополнительные суппорты 17 с инструментами 18, имеющие самостоятельный нривод.
Изделия 5 устанавливаются в зажимных устройствах 4 шпинделя 3. Нажатием «нопки «Пуск включается автоматический цикл работы. Стол 16 движется влево и происходит получистовая обточка юбки и головки -поршня. Одновременно при вращении резцовой оправки 10 инструменты 13 производят обработку неточных фасок, галтелей и получистовую прорезку. Когда стол 16 дойдет до упора, вращение резцовой оправки 10 продолжается и инструменты // обрабатывают чистовые канавки под поршневые кольца, а инструменты 18 на суппорах 17 обрабатывают плоские или конусные поверхности дна поршней.
установленные на столе 16, занимают лозицию для чистовой обработки, происходит реверс стола и производится чистовая обработка. Стол 16 возвращается в исходное положение, и обработанные изделия выгружаются.
Предмет изобретения
Алмазно-расточный станок для обработки изделий типа поршней с резцовой оправкой,
приводом подач шпинделя и средствами управления, отличающийся тем, что,, с целью увеличения жесткости привода подач и увеличения угла поворота резцовой оправки, на шпинделе установлен гидродвигатель с качающейся лопастью, ориентированной с помощью шпонки относительно шпинделя, на одном конце которого размещена резцовая оправка, а на другом - задающее устройство, выполненное в виде шайбы с упорами, воздействующими на командные датчики.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |
| ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1971 |
|
SU304060A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ВРАЩАЮЩИМСЯ МНОГОЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ | 1971 |
|
SU422537A1 |
| Алмазно-обточной станок для обработки поршней | 1980 |
|
SU929335A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Способ чистовой обработки поршней и аналогичных деталей и станок для его осуществления | 1987 |
|
SU1834750A3 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК | 1973 |
|
SU394190A1 |
| Станок для обработки деталей вращения | 1986 |
|
SU1404198A1 |
74
А-А (подернуто)
fuz.3
