Известные устройства для подготовки радиодеталей к монтажу, содержащие механизм загрузки радиодеталей, матрицу с фиксатором и отрезной нож, имеют сложную конструкцию и относительно низкую производительность работы.
В описываемом устройстве упрощение его конструкции и повыщение производительности работы достигнуто тем, что механизм загрузки выполнен в виде щелевой кассеты, кронщтейн которой опирается на съемник готовых деталей, снабженный пружинящим захватом, а матрица выполнена в виде поворотного диска с наклонными кольцевыми скосами, опирающегося на неподвижный диск, снабженный пазами для двух подпружиненных гибочных ножей, и ползуна, соединенного с отрезным ножом.
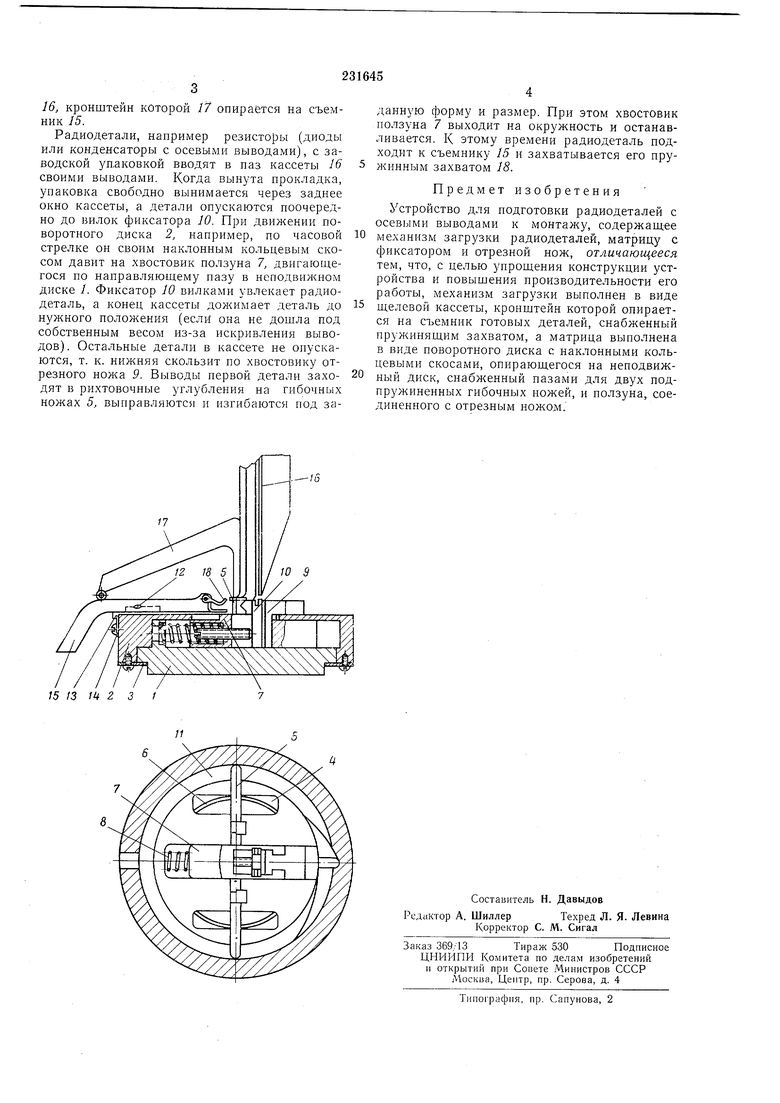
На чертеже изображено предлагаемое устройство.
Основанием матрицы является неподвижный диск J, с нижней стороны которого имеется кольцевой паз для крепления поворотного диска 2 прокладкой 3. Неподвижный диск } на верхней плоскости имеет ряд пазов 4. По одному диаметру имеются наз для двух гибочных ножей 5 и пазы для пружин 6, подпружинивающих ножи 5. По взаимно перпендикулярному диаметру (прорезан не на полный диаметр) выполнен паз, в котором размещен
ползун 7, подпружиненный пружиной 5. В ползуне 7 имеется окно, в котором крепятся отрезной нож 9 и фиксатор 10.
Поворотный диск 2 имеет наклонные кольцевые скосы //, от которых осуществляется ползуна 7 и гибочных ножей 5. С поворотным диском щарнирно соединен щатун 12 приводного механизма.
После того когда ползун 7 остановился, хвостовики гибочных ножей 5 иопадают на наклонные кольцевые скосы // и передними кромками нажимают на выводы радиодетали (не показанной на чертеже), формуют ее и обрезают лишнюю часть выводов на отрезном
ноже 9. В это время движение по часовой стрелке закончено, и щатун 12 перемещает поворотный диск 2 в обратном направлении. При движении в обратном направлении палец 13, ставщий на упор под действием пружины
14, скользит по клину съемника 15, приподнимает его конец, и деталь под собственным весом скатывается в бункер подготовленных к монтажу радиодеталей. Гпбочные ножи 5 и ползун 7 возвращаются в первоначальное положение иод действием пружин 6 п 8.
Изменяя форму фиксатора 10, отрезного ножа 9 и угол поворота диска 2, можно получать различные виды изгибов, а также изменять длину выводов. Изменение радиодеталей или
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подготовки радиодета-лЕй C ОСЕВыМи ВыВОдАМи K МОНТАжу | 1979 |
|
SU843336A1 |
| Устройство для установки радиодеталей на платы с печатным монтажом | 1960 |
|
SU133932A1 |
| Устройство для формовки выводов и установки радиоэлементов на печатную плату | 1980 |
|
SU869088A1 |
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |
| Автомат цепевязальный | 1980 |
|
SU925512A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Автомат цепевязальный | 1983 |
|
SU1162548A2 |
| Штамп-автомат для выдавливания пустотелых деталей типа накидных гаек | 1975 |
|
SU549213A1 |
| УСТРОЙСТВО для подготовки выводов | 1967 |
|
SU196137A1 |
| Устройство для формовки выводов радиоэлементов | 1982 |
|
SU1064495A1 |
