Автоматизированные линии обработки товарных катодов, например никелевых, известны.
Предложенная автоматизированная линия, предназначенная для той же цели, имеет большую производительность и лучшие эксплуатационные показатели.
Отличительной особенностью линии является применение шагового манипулятора с вакуум-присосками, которые перемешаются гидроприводами в горизонтальной и вертикальной плоскостях и поворачиваются вокруг вертикальной оси, выравнивателя катодов с двумя жестко установленными плитами и двумя подвижными в горизонтальной плоскости плитами, расположенными перпендикулярно, а также кантователя с вильчатыми захватами.
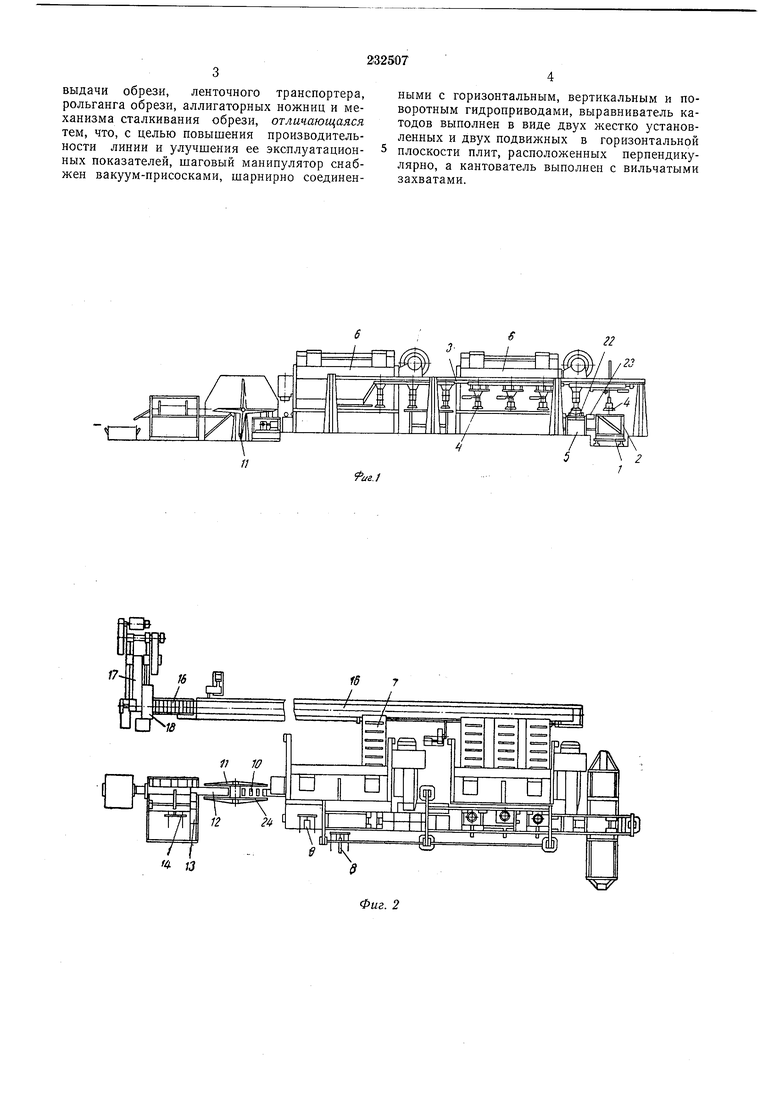
На фиг. 1 показана описываемая линия, вид спереди; на фиг. 2 - то же, вид сверху; на фиг. 3 - схема поворотно-перемещаюш,егося присоска.
Линия состоит из тележки / с поддонами 2, шагового манипулятора 3 с вакуум-присосками 4, выравнивателя 5 катодов, гильотинных ножниц 6, транспортера 7 выдачи обрези, досылателя 8, сталкивателя 9 катодов, рольганга 10 для катодов, кантователя 11, шагового транспортера 12, маркировщика 13, сталкивателя 14 отбракованных изделий, ленточного транспортера 15, рольганга 16 для обрези, аллигаторных ножниц 17 и механизма 18 для сталкивания измельченной обрези. Вакуумприсоски шарнирно соединены с горизонтальным 19, вертикальным 20 и поворотным 21 гидроприводами. Выравниватель катодов снабжен двумя неподвижными 22 и двумя подвижными 23 плитами, расположенными взаимно перпендикулярно в горизонтальной плоскости. Кантователь выполнен с вильчатыми захватами 24.
Линия работает следующим образом.
Манипулятор с вакуум-присосками захватывает катоды с поддонов и последовательно перемещает их от одной позиции обрезки к другой, после чего передает на позицию разрезки катода на две равные части. При этом производится выравнивание катода и кантование его половинок, которые затем маркируются и подаются в приемник. Обрезь, получаемая при обработке катодов, направляется на измельчение аллигаторными ножницами.
Предмет изобретения
Автоматизированная линия обработки товарных катодов, например никелевых, состоящая из тележки с поддонами, выравнивателя катодов, шагового манипулятора, гильотинных ножниц, досылателя и сталкивателя катодов, рольганга катодов, кантователя, шагового транспортера, маркировщика, транспортера
выдачи обрези, ленточного транспортера, рольганга обрези, аллигаторных ножниц и механизма сталкивания обрези, отличающаяся тем, что, с целью повышения производительности линии и улучшения ее эксплуатационных показателей, шаговый манипулятор снабжен вакуум-присосками, шарнирно соединенными с горизонтальным, вертикальным и поворотным гидроприводами, выравниватель катодов выполнен в виде двух жестко установленных и двух подвижных в горизонтальной плоскости плит, расположенных перпендикулярно, а кантователь выполнен с вильчатыми захватами.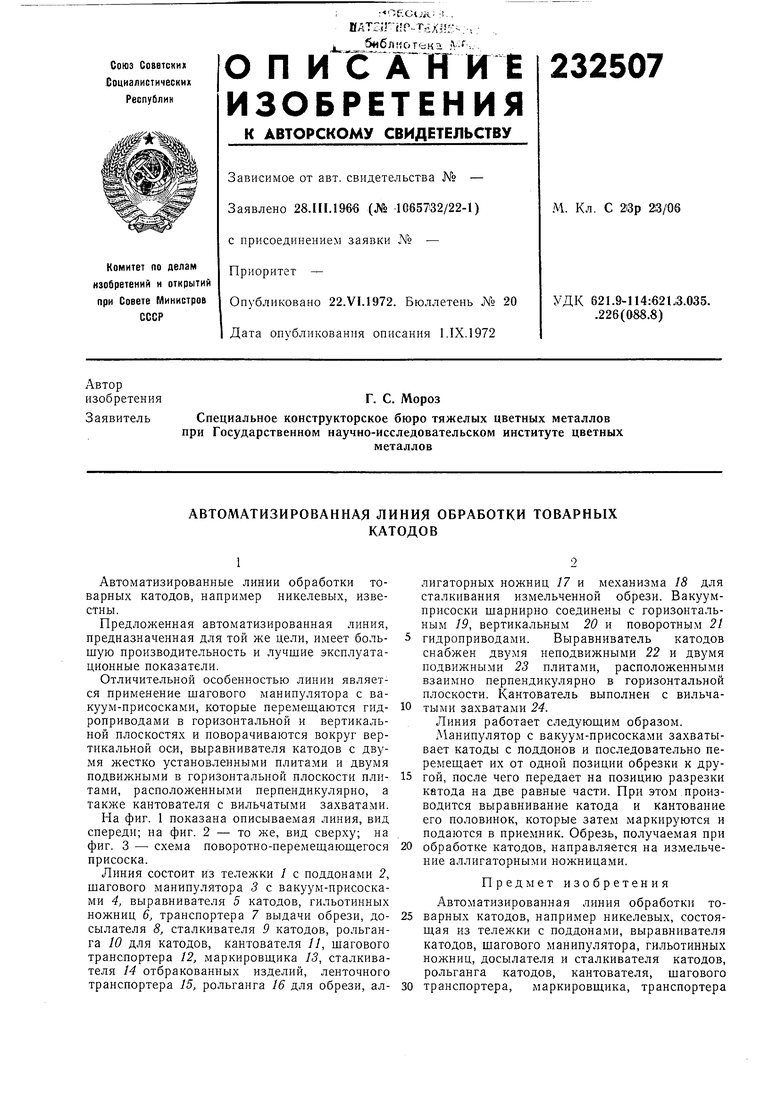
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ДЛЯ ПРОБ ВЫСОКОПРОИЗВОДИТЕЛЬНЫХ ТОЛСТОЛИСТОВЫХ ПРОКАТНЫХ СТАНОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1960 |
|
SU145509A1 |
| Сталкиватель обрези к гильотинным ножницам | 1980 |
|
SU912416A1 |
| Установка для выработки стеклоблоков | 1974 |
|
SU523875A1 |
| Линия сортировки и укладки листов Калашникова | 1983 |
|
SU1289768A1 |
| Автомат-разгрузчик изделий с сушильной вагонетки | 1982 |
|
SU1033336A1 |
| Установка для упаковки изделий | 1981 |
|
SU1034949A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| ДИСТАНЦИОННО-УПРАВЛЯЕМАЯ ЛИНИЯ | 1967 |
|
SU203171A1 |
| Устройство для укладки металлическихчушЕК B пАКЕТ | 1979 |
|
SU850532A1 |
| Поточная линия для сборки и сварки блоков цилиндров дизельных двигателей | 1978 |
|
SU753573A1 |

/Г5
