Известен способ электрохимического разрезания электродолг-проволокой с подачей вдоль нее из направляюп:1,его сопла струи электролита, когда рабочий участок электрода-проволоки располагают перпендикулярно поверхности обрабатываемой детали и направлению подачи инструмента.
Предложенный способ отличается от известного тем, что в процессе обработки рабочий участок электрода-проволоки располагают под углом, меньшим 90° к направлению подачи. При этом оптимальный угол наклона онределяют из условий получения длины рабочей зоны в пределах 40-б6 мм.
Это увеличивает производительность обработки и повышает стабильность процесса.
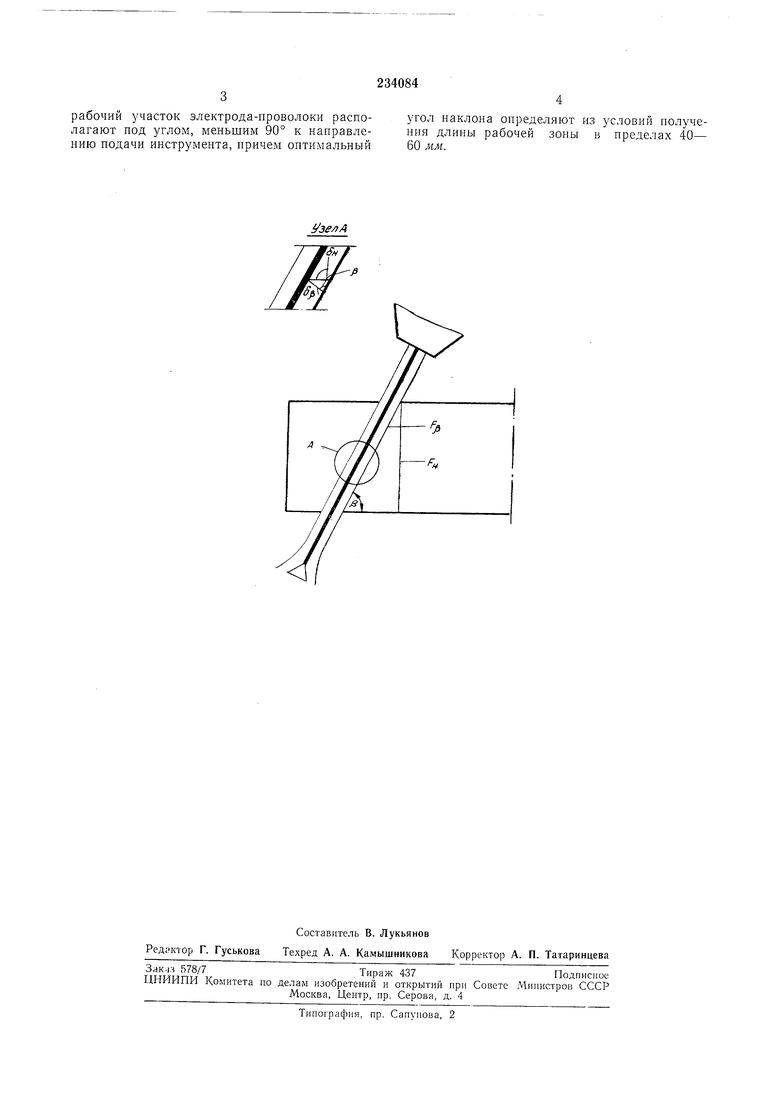
Процесс электрохимического разрезания электродом-проволокой по описываемому способу показан на чертеже.
Обработку ведут электродом-проволокой, рабочий участок которой образует с направлением ее иодачи угол р.
Па чертеже условно обозначено: н- площадь обработки при расположении инструмента но нормали к направлению разрезания; j3- угол наклона электрода-проволоки к направлению ее подачи; б„ - межэлектродный зазор нормали при расположении инструмента к направлению подачи; б -межэлектродный зазор при наклонном расположении инструмента; fs -площадь обработки при расположении инструмента под углом р к направленпю съема.
Согласно формуле
k i
S
мм/мин.
sinS
где
k const, а i I/Ff
10
(a - электрохимический эквивалент обрабатываемого материала, г/а-мин; h - выход ио току, %; d - удельный вес обрабатываемого
материала, г/слгз; s - скорость обработки, обратно пропорциональная синусу угла, под которым электрод-проволока наклонена к направлению обработки). Аналогичная зависимость характеризует и
величину межэлектродного зазора бз .
Предмет изобретения
Способ электрохимического разрезания электродом-проволокой, вдоль которой в зону обработки из направляющего сопла подается струя электролита, отличающийся тем, что, с целью увеличения производительности обрарабочий участок электрода-проволоки располагают под углом, меньшим 90° к направлению подачи инструмента, причем оптимальный
угол паклопа определяют из условий получения длипы рабочей зоны в пределах 40- 60 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2647413C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ВРАЩАЮЩИМСЯ ЭЛЕКТРОДОМ С ЭКСЦЕНТРИСИТЕТОМ РАБОЧЕЙ ПОВЕРХНОСТИ | 2016 |
|
RU2622075C1 |
| Способ электрохимической обработки пазов и устройство для его осуществления | 1976 |
|
SU740466A1 |
| Электрод-инструмент | 1980 |
|
SU904959A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ НЕПРОФИЛИРОВАННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 1991 |
|
RU2028885C1 |
| Способ электрохимической размерной обработки поверхностей тел вращения | 1980 |
|
SU876345A1 |
| Электрод-инструмент для электрической обработки отверстий малого диаметра и способ его изготовления | 1990 |
|
SU1710240A1 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РЕЗКИ | 2007 |
|
RU2339490C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО СКРУГЛЕНИЯ КРОМОК | 2009 |
|
RU2416500C2 |