Известны устройства для снятия на торцах труб фасок под сварку, содержащие механизм зажима, планшайбу с резцовыми суппортами и механизм подачи последних с приводом от электродвигателя.
Предложенное устройство отличается от известных тем, что снабжено поворотным упором и кулачковой муфтой, одна из полумуфт которой жестко связана с планшайбой, а вторая установлена с возможностью углового иеремещения относительно первой и выполнена с уступом, взаимодействуюш,им с поворотным упором, вызывающим затормаживание полумуфты, связанной с планшайбой путем осевого ее перемещения.
Такое конструктивное выполнение устройства обеспечивает отвод резцов от обработанной поверхности после окончания обработки.
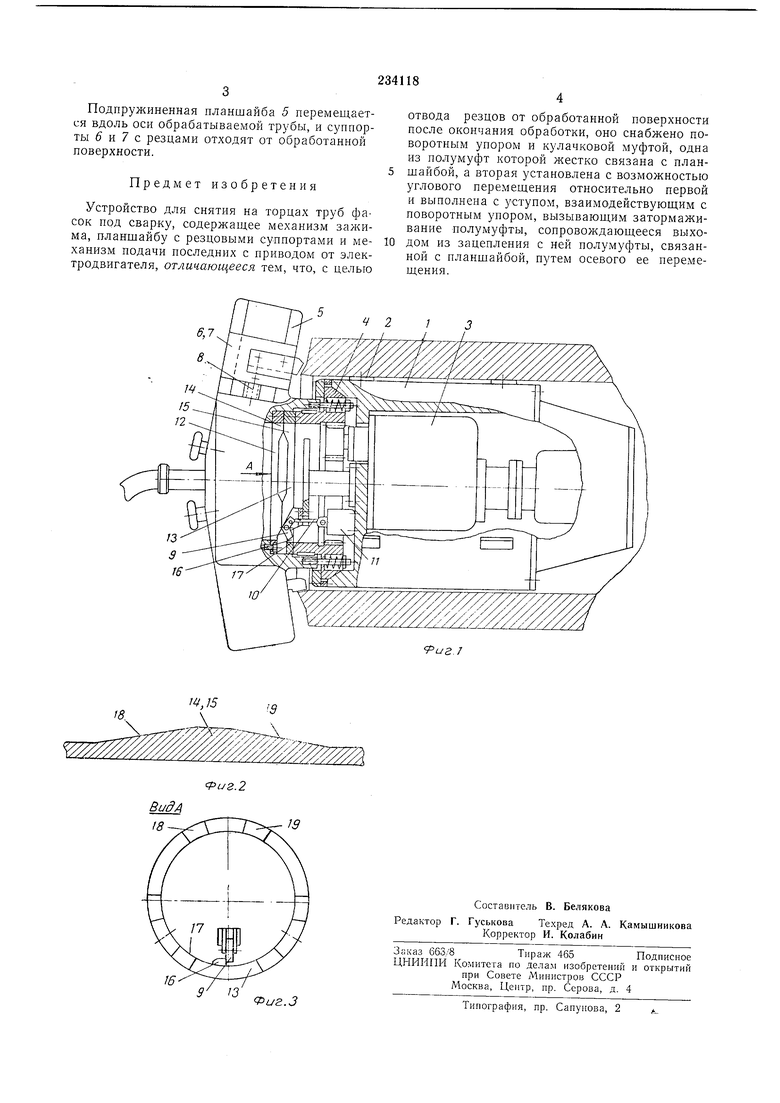
На фиг. 1 изображено описываемое устройство с планшайбой в отведенном положении; на фиг. 2 - развертка профиля кулачка муфты; на фиг. 3-вид по стрелке А на фиг. 1.
Устройство содерн ит корпус / с зажимом 2 и приводом 3. Внутри корпуса размещена направляющая 4, к которой подпружинена планшайба 5, несущая суппорты б и 7 с резцами и механизмы 8 подачи (например, храпового типа).
На корпусе шарнирно закреплен поворотный упор 9, соединенный тягой 10 с электромагнитом 11.
Кулачковая муфта содержит иолумуфты 12 и 13 с кулачками 14 и 15. При этом полумуфта 12 жестко соединена с планшайбой 5, а полумуфта 13 установлена подвижно с возможностью углового перемещения относительно полумуфты 12 и снабл :ена уступом 16 на внутренней поверхности 17. Боковые поверхности 18 п 19 кулачков 14 и 15 имеют профиль правой и левой винтовой линии.
Работает устройство следующим образом.
После крепления корпуса 1 с помощью зажима 2 в трубе вращение от привода 3 через направляющую 4 передается планшайбе 5. Подача суппортов 5 и 7 с резцами осуществляется через механизм 8 подачи. Кулачки 15 полумуфты 13 свободно расположены между кулачками 14 полумуфты 12, и обе полумуфты вращаются вместе с планшайбой.
В конце цикла обработки происходит включение электромагнита 11, который с помощью тяги 10 поворачивает упор 9. Последний входит в зацепление с уступом 16 полумуфты 13 и затормаживает ее, а полумуфта 12, продолжающая вращаться вместе с планшайбой, поворачивается относительно затормол енной полумуфты 13. При этом кулачки 14 находят на кулачки /5 полумуфты 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сварки кольцевых швов в среде защитных газов | 1974 |
|
SU519294A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТ | 1966 |
|
SU222843A1 |
| Револьверный суппорт токарного автомата | 1986 |
|
SU1342610A1 |
| Токарный станок | 1982 |
|
SU1111848A1 |
| Револьверная головка | 1974 |
|
SU531661A1 |
| Механизм включения и отключения маховика поперечной подачи суппорта | 1972 |
|
SU442017A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| Устройство для обработки заготовок изоляторов | 1988 |
|
SU1645155A1 |
