Станок предназначен для заводов, производяпдих стеклянную тару под химические реактивы и другие продукты.
В настояндее время известны станки НШ-19 для обработки горловины бутылей под взаимозаменяемые стеклянные пробки, содержащие вертикально установленные шпиндели для сообщения вращательного и возвратно-поступательного движения алмазным конусным притирам (разметкам), которые взаимодействуют с изделием при соосном расположении и теряют в процессе работы геометрию правильного конуса.
Цель настоящего изобретения - увеличение срока слубжы алмазного инструмента и обеспечение бесступенчатого реглЛ-фования дискретных подач.
Достигается это тем, что шпиндели шлифовальных бабок станка установлены наклонно к оси планетарных цилиндров, на конце ходового винта закреплен датчик обратной связи, выполненный в виде диска с ферромагнитным покрытием, на который магнитная головка, установленная на подвил ном фланце, наносит магнитную метку для «отработки угла позорота диска и выдачи сигнала на магнитомодуляционную головку. На делительном столе станка закреплены ириспособления для зажима бутылей с самоустанавливающимися при помощи подпружиненных клиньев призмами, а для базирования конуса отверстия бутылей
относительно оси планетарных цилиндров на центральной колонне станка закреплены гидроцилиндры, на штоках которых выполнены установочные базовые конуса.
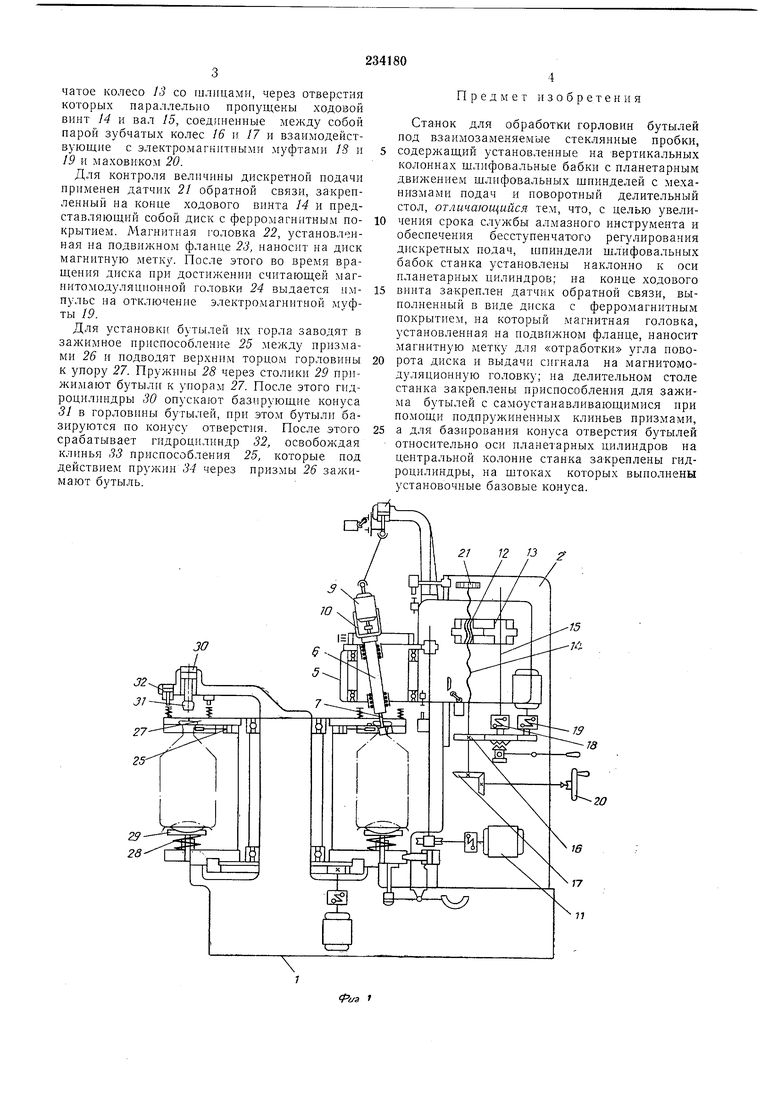
Ыа фиг. 1 3ображена кинематическая схема предлагаемого станка; на фиг. 2 - принципиальная схема; на фиг. 3 - принципиальная схема приспособления для зажима бутылей; на фиг. 4 - развертка кулачков делительного стола; на фиг. 5 - узел датчика обратной связи.
Станок представляет собой вертикальный трехпозиционный четырехшпиндельный полуавтомат, на первой позиции которого производится загрузка и выгрузка бутылей, на второй - черновая шлифовка, на третьей - чистовая шлифовка.
На станине } коробчатой формы установлены две колонны 2. Но направляющим колонн перемещаются шлифовальные бабки 3 и 4, на которых npi; помощи подшипников закреплены планетарные цилиндры 5. Нод углом к осп цилиндров установлены пиноли 6 шпинделей 7. Ниноли могут совершать вертикальное возвратно-поступательное движение от гидроццлиндров 8. Вращение шпинделям сообщается от двигателей 9, закрепленных на пинолях с помощью втулок 0. а плaнeтapны цилиндрам - от электродвигателей 11.
чатое колесо to со гилицами, через отверстия которых параллельно пропущены ходовой винт 14 и вал 15, соединенпые между собой парой зубчатых колес 16 н /7 и взаимодействующие с электромагнитными муфтами IS и 19 и маховиком 20.
Для контроля величины дискретной подачи применен датчик 21 обратной связи, закрепленный на конце ходового винта 14 и представляющий собой диск с ферромагнитным покрытием. Магнитная головка 22, установленная на подвижном фланце 23, наносит на диск магнитную метку. После этого во время вращения диска при достижении считающей магнитомодуляционной головки 24 выдается импульс на отключение электромагнитной муфты 19.
Для установки бутылей их горла заводят в зал имное присиособлеиие 25 между призмами 26 и подводят верхним ториом горловииы к упору 27. Пружины 28 через столики 29 прижимают бутыли к упорам 27. После этого гндроцилиндры 30 опускают базирующие конуса 31 в горловины бутылей, при этом бутыли базируются по конусу отверстия. После этого срабатывает гидроцилиндр 32, освобождая клииья 33 приспособления 25, которые под действием пружин через призмы 26 зажимают бутыль.
4 Предмет изобретен и я
Станок для обработки горловин бутылей под взаимозаменяемые стеклянные пробки, содержащий установленные на вертикальных колоннах шлифовальные бабки с планетарным движением шлифовальных шиинделей с механизмами подач и поворотный делительный стол, отличающийся тем, что, с целью увеличения срока службы алмазного инструмента и обеспечения бесступенчатого регулирования дискретных иодач, шпиндели шлифовальиых бабок станка установлены наклонно к оси планетарных цилиндров; на конце ходового
винта закреплен датчик обратной связи, выполненный в виде диска с ферромагнитным покрытием, на который магнитная головка, установленная на иодвижном фланце, наносит магнитную метку для «отработки угла иоворота диска и выдачи сигнала на магнитомодуляционную головку; на делительном столе станка закреплены приспособления для зажима бутылей с самоустанавливающимися при иомощи иодпружиненных клиньев призмами,
а для базирования конуса отверстия бутылей относительно оси планетарных цилиндров на центральной колоние станка закреплены гидроцилиндры, на штоках которых выиолнены установочные базовые конуса. 2Г 12 /-3 / / 2 
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБТОЧКИ АЛМАЗОВ | 1996 |
|
RU2113966C1 |
| Станок для шлифования шлицевых валов, зубчатых колес и т.п. деталей | 1959 |
|
SU129459A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Устройство для подачи на врезание абразивной ленты копировального ленточно-шлифовального станка | 1969 |
|
SU948630A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |


ггл
fi/г
г
