Известны установки для литья и подвялки керамических изделий в формах, содержаш,ие етаиииу, карусельные столы с установленными па них кронштейнами-вилками, формодержатели е формами, отонительно-вентиляционное и отсасывающее устройства и автооператор.
Настоящее изобретение имеет целью повысить производительность.
Достигается это тем, что карусельные етолы установлены на станине еоосно друг над другом, причем кронштейны-вилки выполнены с закрылками, установленными на осях, а формодержатели - из двух половинок со смещенными центрами тя}кести.
Кроме того, автооиератор включает стойку, по которой иеремещается ползун е закрепленной на ней вилкой, связанной с рычажным устройством, выполненным из двух рычагов, закрепленных на осях вилки.
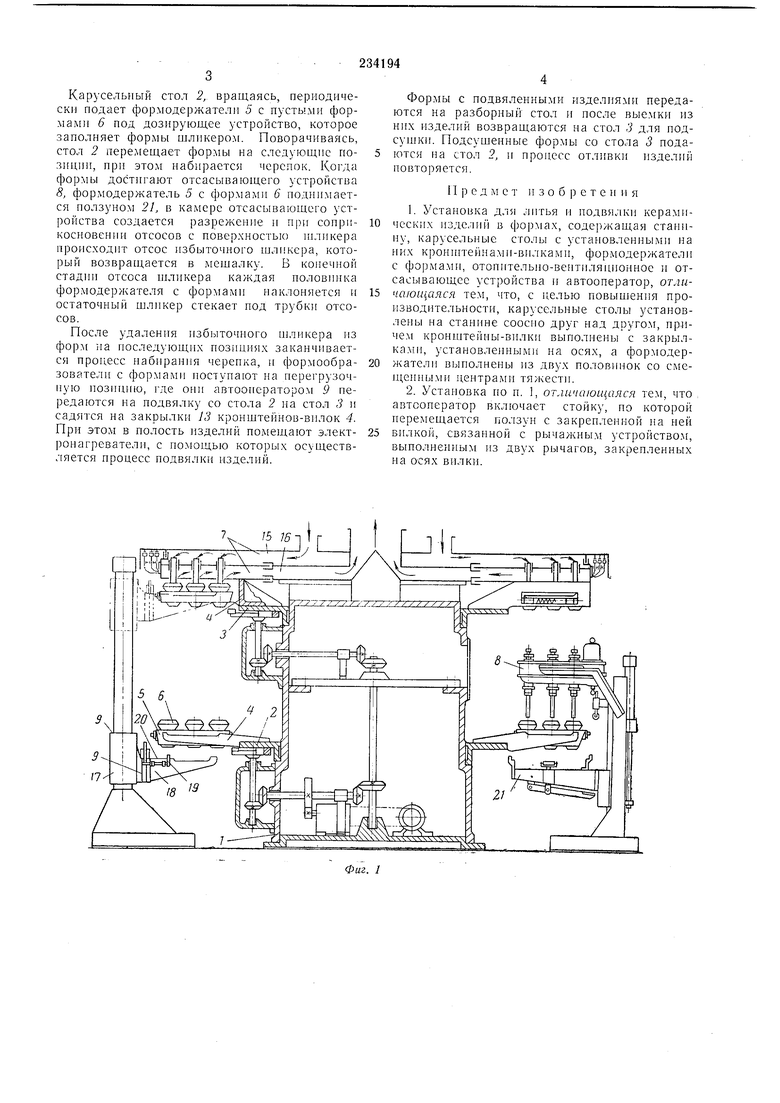
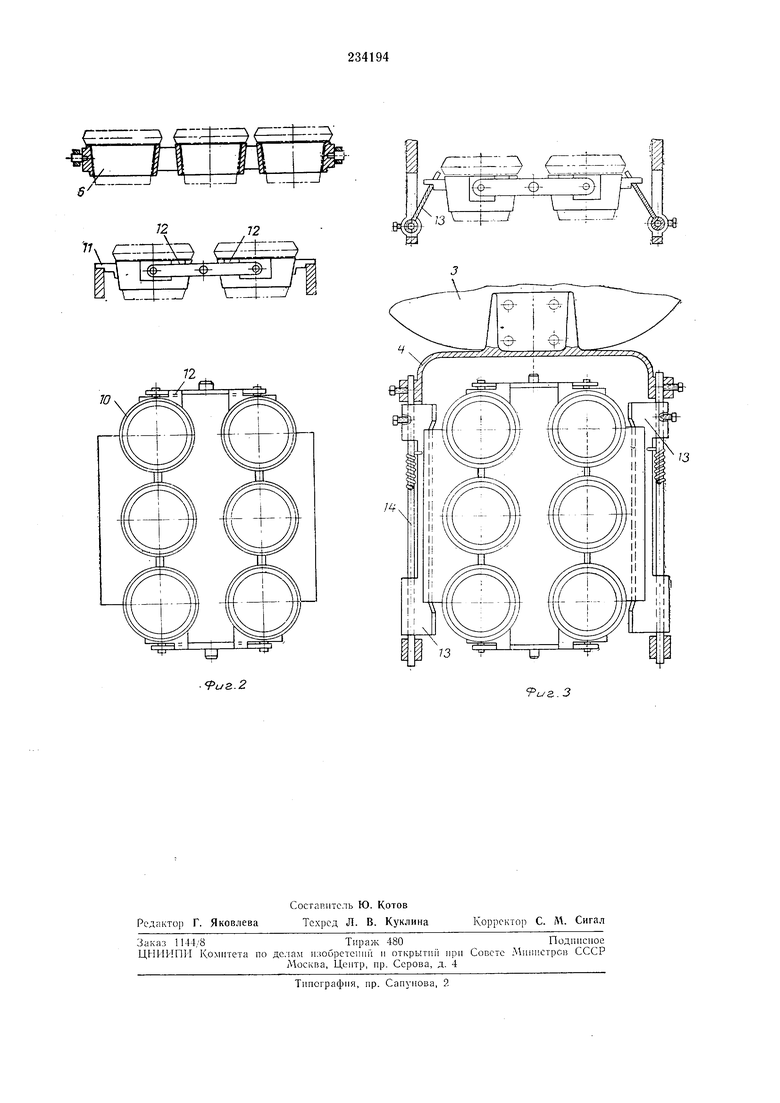
На фиг. 1 показана предлагаемая установка, общий вид; на фиг. 2 - формодержатель; на фиг. 3 - кроиштейн-вплка е закрылками.
Установка включает станину 1, карусельные столы 2 1 3 с установленными на них кронштейнами-вилками 4, формодержатели 5 с формами 6, отоиительио-вентиляционное устройство 7, отсасывающее устройство 8 н автооператор 9. Карусельные столы 2 } 3 уста 1овлеиы на станине соосио друг над другом.
Каждый фop oдepжaтeль 5 состоит из двух иоловинок со смещенными центрами тяжести, причем в каждой половинке имеются гнезда W для гипсовых форм 6, уступы // для поддержания формодержателя на кронштейнах-вилках и выступы 12 для предотвращения наклона половинок во внутрь формодержателя.
Кронштейны-вилки 4 выполнены е закрылками 3, установленными на осях 14.
Отоиительно-вентиляционное устройство 7 состоит из двух камер 15 и 16, расположенных друг над другом, одна из которых 15 служит для подачи воздуха в полости форм 6, другая 16 - для отсасывания вентилятором отработанного воздуха и пара из полостей форм.
Отсасывающее устройство 8 состоит из камеры с расположенными внутри нее отсосами.
Для передачи форм со стола 2 на стол 3 и обратно служит автооператор 9. включающий вертикальную стойку, по которой перемещается ползун 17, с закрепленной на HCNI вилкой 18, связаиной с рычажным устройством, выполненным из двух рычагов 19, закреиле1тых на осях 20.
Карусельный стол 2, вращаясь, аериодически подает форлюдержателн 5 с пустыми формами 6 под дозирующее устройство, которое заполняет формы шликерол. Поворачиваясь, стол 2 перел ещает формы на следующие поЗИЦ1П1, при этом набирается черепок. Когда формы достигают отсасывающего устройства 8, формодержатель 5 с формами 6 поднимается ползуном 21, в камере отсасывающего устройства создается разрежение и ири соирикосновеппи отсосов с поверхностью Н1ликера происходит отсос избыточного шликера, который возврап 1,ается в мешалку. В конечной стад1И1 отсоса шликера каждая полов1И1ка формодержателя с формами наклоняется и остаточный шликер стекает иод трубки отсосов.
После удаления избыточного И1лнкера из фор на последующих нозиниях заканчивается процесс иабираиня черенка, и формообразователи с формами поступают иа перегрузочную позицию, где они автооператором 9 передаются на подвялку со стола 2 на стол 3 п садятся на закрылки 13 кронштейнов-вилок 4. При этом в полость изделий помещают электроиагреватели, с помощью которых осуществляется процесс подвялки изделий.
Формы е подвяленными нзделпя.ми передаются на разборный стол и иосле выемки из них изделий возвращаются на стол 3 для нодсушки. Подсушенные формы со стола 3 подаются на стол 2, и процесс отливки изделий повторяется.
Предмет и з о б р е т е н и я
1.Установка для Л1ггья и иодвялкн керамических изделий в формах, содер жащая станину, карусельные столы с установленными на них кроингтейнами-вилками, формодержателн с формами, отопителыю-веитиляцнонное н отсасывающее устройства и автооиератор, отличаюи аяся тем, что, с целью повышения производительности, карусельные столы установлены на станине соосио друг над другом, ирлчем кронштейны-вилки выполиены с закрылками, установленными на осях, а формодержатели выполнены из двух половинок со смещеннымн центрами тяжести.
2.Установка но н. 1, отличающаяся тем, что автооператор включает стойку, по которой перемещается ползун с закрепленной на ней вилкой, связанной с рычажным устройством, выполненным нз двух рычагов, закрепленных на осях вилки.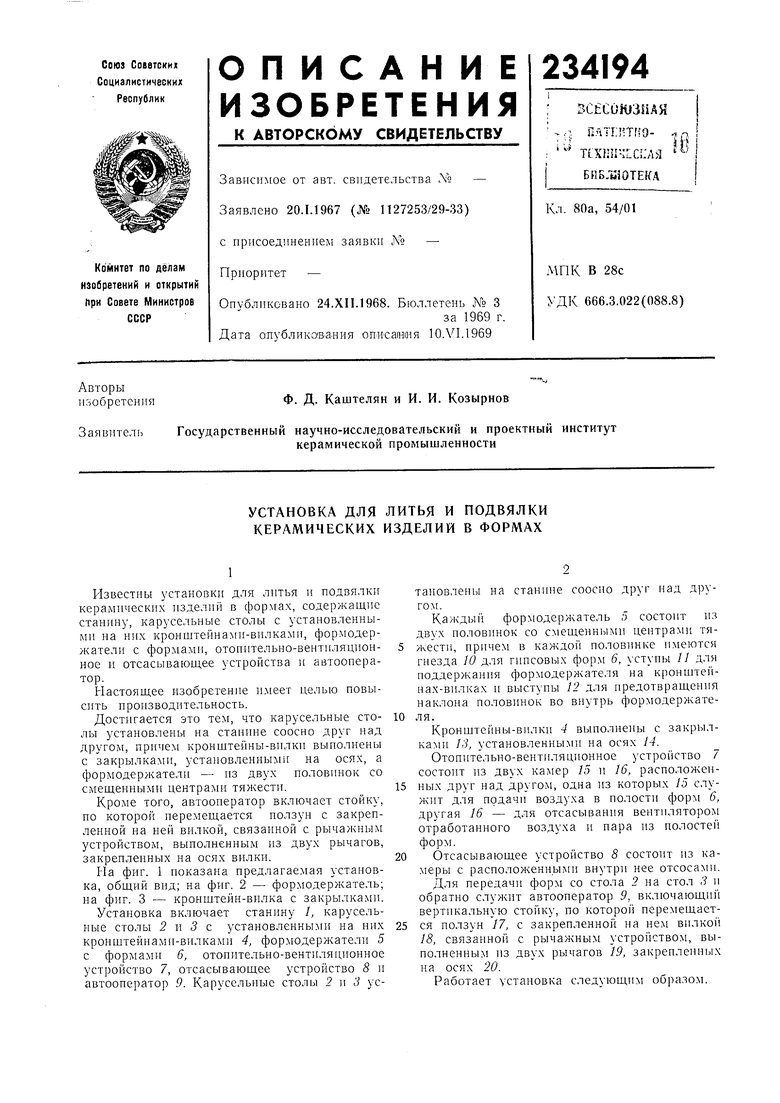
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ откоса избыточного шликера из литейных форм и устройство для его осуществления | 1988 |
|
SU1611742A1 |
| Установка для изготовления сантетических изделий | 1976 |
|
SU601170A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU297486A1 |
| Устройство для изготовления заготовок способом шликерного литья при производстве кварцевых изделий | 1983 |
|
SU1183367A1 |
| Установка для производства камнелитных изделий | 1982 |
|
SU1079444A1 |
| Машина для ротационного формования изделий из пластмасс | 1973 |
|
SU513863A1 |
| УСТРОЙСТВО для ОТСАСЫВАНИЯ ИЗБЫТОЧНОГО ШЛИКЕРА ИЗ ФОРМ ПРИ ЛИТЬЕ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1970 |
|
SU284901A1 |
| АВТООПЕРАТОР | 1970 |
|
SU272004A1 |
| ГОРИЗОНТАЛЬНАЯ КАРУСЕЛЬНАЯ МАШИНА ДЛЯ КОКИЛЬНОГО ЛИТЬЯ | 1941 |
|
SU62726A1 |
| Установка для изготовления керамических изделий методом литья | 1980 |
|
SU950531A1 |
72
72
4и tt
70
.:
