Известен способ калибровки и бездеформационной закалки Колычевых деталей, ири которо.м калибровка кольцевых деталей производится в шта.мие иа прессе до окончательного размера по внутреннему днаметру, а закалка - на другом прессе.
Предложенный способ позволяет не сохранять размеры детали, а пластически дефор.мировать ее, благодаря свойству металла уменьшать линейные размеры при охлаждении в момент мартенситного превращения, когда металл приобретает высокую пластичность.
Деталь охлаждается на калибре, наружный диаметр которого равен требуемому внутреннему днаметру детали, а внутренний диаметр выбирается так, что требуемый размер получается ири темиературе, близкой к температуре начала мартенситного превращения.
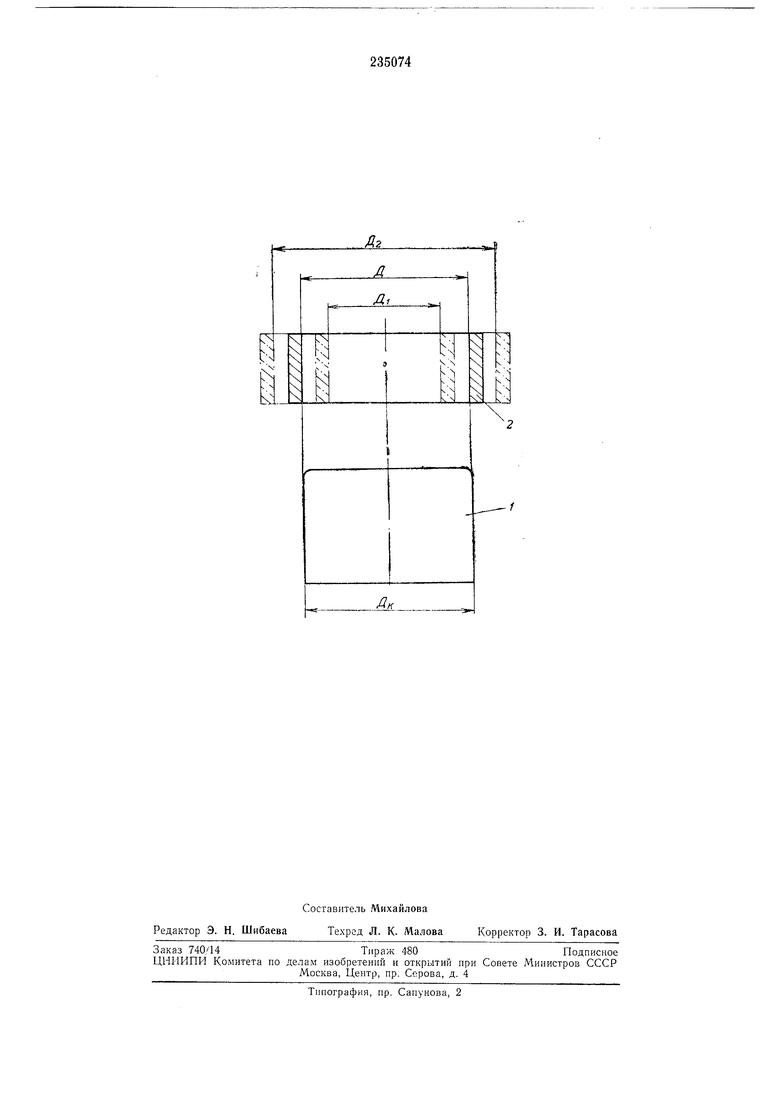
Сущность способа поясняется чертежом.
Деталь / изготавливается с внутренни.м диаметром Дь несколько меньшим требуемого диаметра Д, а окончательный размер внутреннего диаметра получается после охлаждения на калибре 2 детали, нагретой до температуры закалки. Наружный диаметр калибра Д
принимается равным диаметру детали Д, а виутренний диаметр детали Д1 до ее нагревания выбирается так, что диаметр Д получается при температуре, близкой к температуре начала мартенситного превращения.
Способ производится следующим образом.
Деталь нагревают до температуры закалки в нагревательном устройстве и после выдержки выгружают из него. Во внутренний диаметр детали вкладывают калибр, и вместе с калибро.м деталь о.хлаждают до температуры окружающей среды. После охлаждения деталь освобождают от калибра.
Предмет изобретения
Способ калибровки кольцевых деталей, отличающийся тем, что, с целью получения точного размера по внутреннему диаметру, деталь охлаждается на калибре, царужный диаметр которого равен требуемому внутренне.му диаметру детали, а внутренний диаметр детали до ее нагревания выбирается так, что требуемый размер получается при температуре, близкой к температуре начала мартенситного превращения материала детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термообработки кольцевыхиздЕлий | 1977 |
|
SU850704A1 |
| Способ размерной закалки кольцевых деталей | 1978 |
|
SU908862A1 |
| СПОСОБ ЗАКАЛКИ ПРУЖИННЫХ КЛЕММ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2459877C1 |
| Способ изготовления кольцевых деталей | 1986 |
|
SU1411344A1 |
| Способ изготовления кольцевых деталей | 1982 |
|
SU1016378A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ВЫСОКОТОЧНЫХ ДЕТАЛЕЙ ИЗ ПРУЖИННЫХ КРЕМНИСТЫХ СТАЛЕЙ | 2014 |
|
RU2564805C1 |
| Способ калибровки труб дорнованием | 1981 |
|
SU958016A1 |
| СТАЛЬНАЯ ДЕТАЛЬ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2020 |
|
RU2788982C1 |
| СПОСОБ ДЛЯ ПРОИЗВОДСТВА ЗАКАЛЕННОЙ ПРЕССОВАННОЙ ДЕТАЛИ, СПОСОБ ДЛЯ ПРОИЗВОДСТВА СТАЛЬНОГО МАТЕРИАЛА ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ И СТАЛЬНОЙ МАТЕРИАЛ ДЛЯ ГОРЯЧЕГО ПРЕССОВАНИЯ | 2017 |
|
RU2710485C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ИЗДЕЛИЙ ИЗ КОРРОЗИОННОСТОЙКОЙ ЖАРОПРОЧНОЙ СТАЛИ | 2022 |
|
RU2792019C1 |