Предлагаемое изобретение относится к устройствам для сварки электрозаклепками тонкой электродной проволокой в среде защитных газов или под флюсом преимущественно в многоэлектродных автоматах.
Известно устройство для подачи электродной проволоки содержащее корпус, качающийся клещевой захват, установленный на валу с возможностьЕО осевого перемещения, ходовой винт со сменным профильным кулаком и гайкой, связанной с захватом, а также направляющие для электродной проволоки и привод.
В указанном устройстве программирование режима постановки электрозаклепок производится за счет сменного профильного кулака, корректировки длины подачи электродной проволоки и благодаря незначительному перемещению выключателя без смены кулака.
Предлагаемое устройство для подачи эле1 тродной проволоки содержит корпус, качающийся пневмоэлектроуправляемый клещевой захват, установленный на валу с учетом осевого перемещения, ходовой винт с кулачками и гайкой, связанной с захватом, направляющие для электродной проволоки и привод. Для повыщения универсальности и возможности применения группового метода изготовления изделий, оперативности и автоматизации смены режимов оно снабжено программирующим механизмом, который выполнен в виде несущей П-образной рамки. Рамка прикреплена на щарнирах к опорам, причем возможен поворот ее вокруг горизонтальной оси
в два крайних положения, который осуществляется от электромагнитного привода. На внешней стороне перекладины рамки, расположенной параллельно оси ходового винта, укреплены сменные программные двухрядные
линейки с прорезями, которые взаимодействуют с датчиками пневмоэлектроуправления, укрепленными на гайке ходового винта.
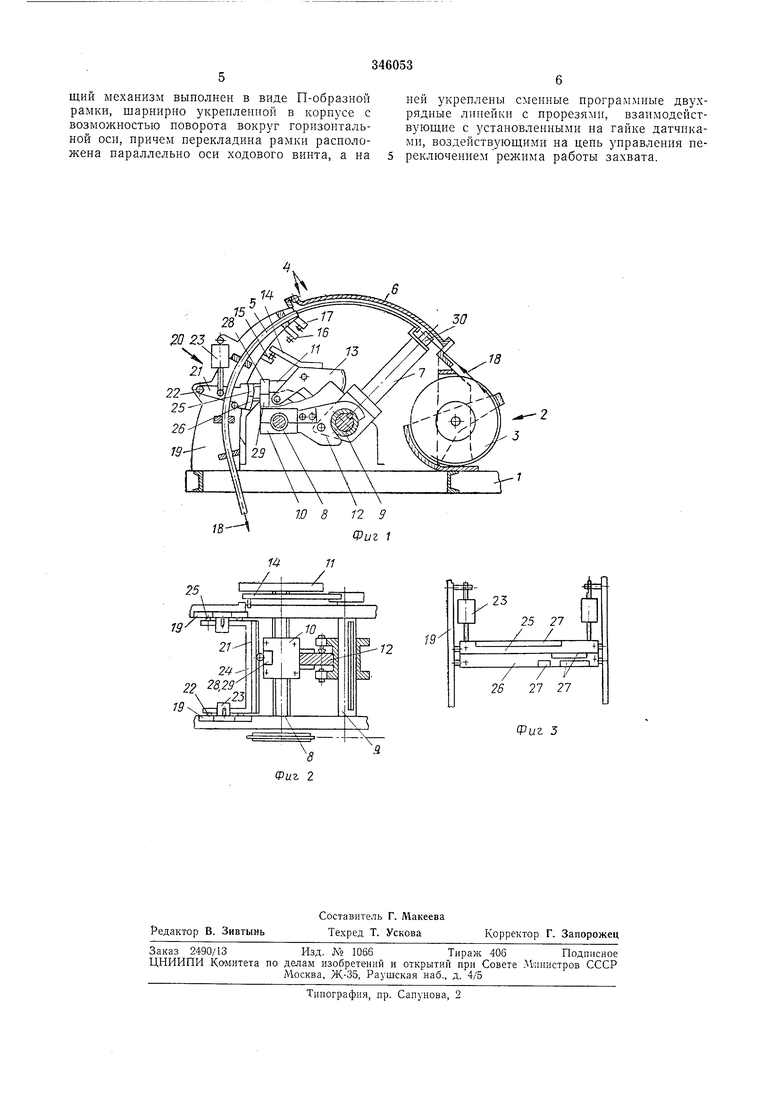
На фиг. 1 изображено устройство с частичными разрезами; на фиг. 2 - программирующий механизм, вид сверху; на фиг. 3 - программирующий механизм, вид сбоку.
Устройство имеет корпус в виде рамы 1, бункер 2 кассет 3 и направляющие 4 в виде телескопических трубок 5 и ограничительного кожуха 6.
Клещевой захват 7 и механизм его перемещения, выполненный в виде ходового винта 8, вала 9, гайки 10, системы профильных и ходовых кулачков /У и 12.
Двуплечий рычаг 13, передающий колебательное движение валу 9 от профильных кулачков //, который снабжен планкой М, взаимодействующей с датчиком 15 исходного положения захвата 7 и датчиками 16 и 17
окончания подачи захватом 7 электродной проволоки /8.
На кронштейнах 19, поддерживающих направляющие 4, укреплен механизм программирования 20, включающий П-образную несущую рамку 21, укрепленную на шарнирах 22 с учетом поворота ее вокруг горизонтальной оси в два крайних положения под действием привода от электромагнитов 23. На перекладине 24 рамки 21, которая расположепа параллельно оси ходового винта 8, укреплены сменные программные двухрядные линейки 25 и 26, с прорезями 27, которые предназначены для взаимодействия с датчиками 28 и 29 управления переключением режима и срабатывания захвата 7, укрепленными на гайке 10 непосредственно или на специальных кронщтейнах.
Электрические связи унравления осуществляются следующим образом: датчик 28 в зависимости от своего положения при взаимодействии с линейкой 25 включает или выключает в цепь управления датчик 16, тем самым увеличивая или уменьшая длину нодаваемой проволоки /S за счет более раннего или позднего выключения губок 30 захвата 7 при его рабочем качании; датчик 29 в зависимости от своего положения при взаимодействии с линейкой 26 включает или выключает цепь управления к пневмоклапану, включающему губки 30 захвата 7 в его исходном положении. Это позволяет осуществлять широкое применение группового метода при сварке электрозаклепками.
Например, необходимо сварить электрозаклепками в едином ритме два аналогичных изделия, отличающихся друг от друга расположением электрозаклепок и толщиной свариваемых соединений:
Нредноложим, что электрозаклепочный автомат снабжен предлагаемым устройством, предусматривающим подачу до 80 электродных проволок, соответственно в 80 сварочных головок автомата.
Количество используемых электродных проволок для групповой сварки указанных изделий равно 50+10+5 65. Первая программа: 50. общих плюс 10 отдельных, при толщине свариваемых элементов 3+3.
Первая программа осуществляется без включения электромагнитов 23 в нижнем положении рамки 21. В этом случае верхние ряды программных линеек 25 и 26 совмещаются с датчиками 28 и 29. Линейка 25 программирует длину подачи электродной проволоки 18.
Длина проволоки, подаваемой по первой программе, должна быть меньше, чем по
второй программе. Поэтому верхний ряд линейки представляет собой сплощную прорезь 27, что соответствует включению в цепь управления датчика 16 и соответственно уменьшению длины подачи электродной проволоки
18, так как губки 30 захвата 7 выключаются до прихода его в конечное положение и прекращают подачу проволоки 18.
Линейка 26 программирует срабатывание захвата 7 на исходные позиции. По первой
программе позиции 1-60 на линейке 26 прорезаны, что соответствует срабатыванию захвата 7 на указанных позициях и подаче последовательно от первой до 60-й проволоки /5. Остальные позиции на линейке 26 прорезаны,
что предупреждает срабатывание захвата 7 на этих позициях. Отсюда следует, что электродная проволока 18 на указанных позициях не подается.
Вторая программа осуществляется включепием электромагнитов 23 и переводом рамки 21 в крайнее верхнее положение. В этом случае нижние ряды программных линеек 25 и 26 совмещаются с датчиками 28 и 29. Линейка 25 в нижнем ряду не имеет прорезей н поэтому датчик 16 выключен из цепи унравления, а выключением губок 30 захвата 7 управляет датчик 17, который включен в цепь управлепия постоянно. Благодаря этому по второй программе для сварки 3+5 подается больше электродпой проволоки 18, чем по первой программе. Линейка 26 в нижнем ряду не имеет прорези на позициях 1-50 и 61-65, что соответствует срабатыванию захвата 7 на указанных позициях. На позициях
51-60 и 66-80 имеются прорези и поэтому захват в данном случае не срабатывает и проволоки 18 на этих позициях не подаются. Необходимо отметить, что в устройстве предусмотрены датчики ограничения продольного
перемещения захвата 7 вдоль вала 9, которые предупреждают перемещение захвата 7 далее используемых позиций - в данном случае далее позиции 65.
Предмет изобретения
Устройство для подачи электродпой проволоки, преимущественно в многоэлектродных автоматах, содержащее корпус с установлецным на нем клещевым захватом, смонтированным с возможностью осевого перемещения на валу, ходовой винт, гайка которого связана с захватом, программирующий механизм, отличающееся тем, что, с целью повышения
щий механизм выполнен в виде П-образной рамки, шарнирно укрепленной в корпусе с возможностью поворота вокруг горизонтальной оси, причем перекладина рамки расположена параллельно оси ходового винта, а на
ней укреплены сменные программные двухрядные линейки с прорезями, взаимодействующие с установленными на гайке датчиками, воздействующими на цепь управления переключениемрежима работы захвата.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи электродной проволоки | 1972 |
|
SU496943A1 |
| Устройство для многоэлектродной сварки электрозаклепками | 1973 |
|
SU496944A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1972 |
|
SU352726A1 |
| УСТРОЙСТВО для ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1969 |
|
SU235874A1 |
| Устройство для подачи электроднойпРОВОлОКи | 1979 |
|
SU821094A1 |
| Устройство для подачи электроднойпроволоки | 1973 |
|
SU508355A1 |
| Установка для сварки электрозаклепками | 1987 |
|
SU1609600A1 |
| Устройство для клещевой подачи проволоки или ленты мерной длины | 1978 |
|
SU742010A1 |
| Автоматический многозахватный манипулятор | 1990 |
|
SU1731626A1 |
| Устройство для сварки металлов электрозаклепками | 1958 |
|
SU123643A1 |
147Г
5/7
18
Фиг 1
19
2В
(Риг 5
