Описываемое устройство предназначено для подачи в проектное полол ение поперечных стержней и может быть использовано в установке для изготовления пространственных арматурных каркасов с продольными элементами из профильного металла и поперечными стержневыми элементами.
Устройство выполнено с силовым цилиндром, реечный шток которого входит в зацепление с зубчатыми колесами. Колеса взаимодействуют с рычагами, имеющими захваты в виде неподвижных и подвижных подпружиненных губок, установленных на осях рычагов.
Кроме того, устройство может иметь направляющие колодки с приемными гнездами и подпружиненными крыщками с щелями для прохода рычагов с зажатыми стержневыми элементами.
Такое выполнение устройства обеспечивает совмещенное перемещение стержней от централизованного привода в автоматическом режиме.
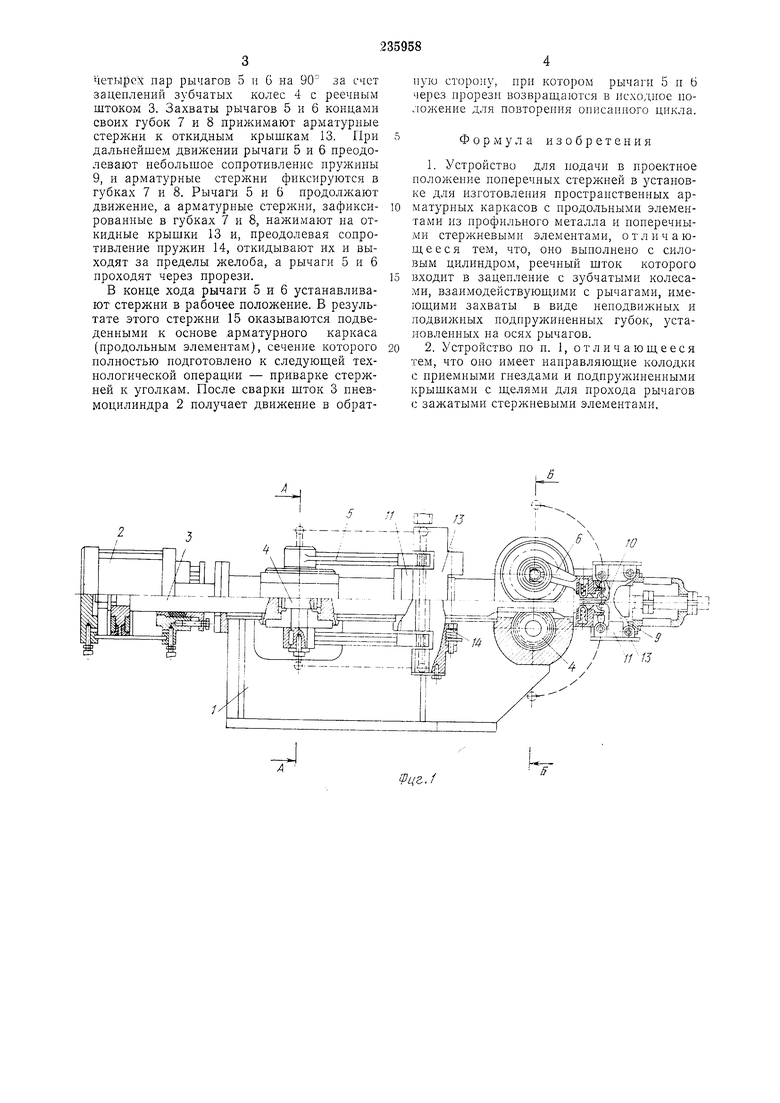
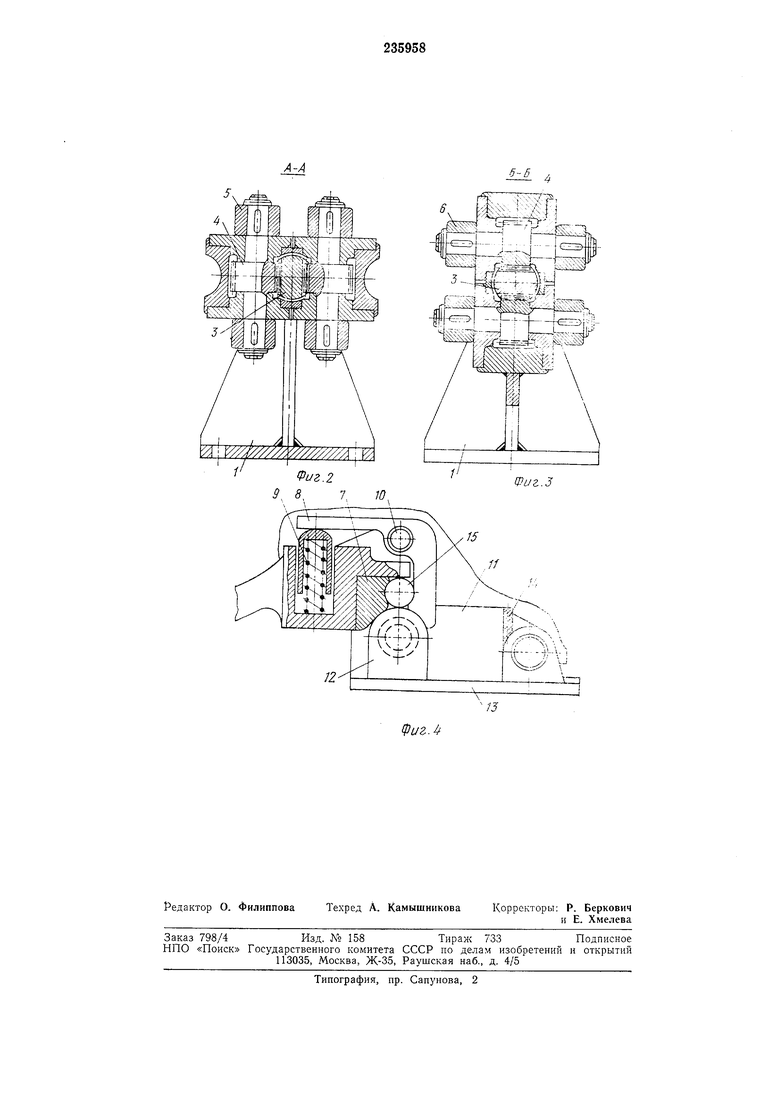
На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 и 3 - разрезы А-А и Б-Б на фиг. 1; на фиг. 4 - узел фиксации стержней, общий вид.
пары зуочатых реек, расположенные по длине штока и развернутые на 90 по отношению друг к другу. Рейки входят в зацепление с четырьмя зубчатыми колесами 4, которые нарезаны на валиках. На концы валиков насажены две пары рычагов 5 и 6 заводки стержней.
Рычаги 5 и 6 оканчиваются захватами, каждый из которых состоит из одной неподвижной губки 7 и одной подвижной губки 8, подпружиненной прулсиной 9 и качающейся на оси 10. На корпусе 1 закреплены две направляющие колодки И для приема арматурных стержней из питателя, располоЛченного вне контура каркаса. Каждая из направляющих колодок il имеет приемные гнездас унорами 12, откидные крышки 13, поднрул иненные пружиной 14. Для прохода рычагов на исходного в рабочее положение направляющие колодки 11 п откидные подпружиненные крышки 13 имеют прорези.
С получением импульса от командоаппарата арматурные стержни поступают из питателей, расположенных вне контура каркаса, в гнезда направляющих колодок 11 п свободно располагаются мелчду уиорами 12, откидными крышками 13 и концами губок захватов рычагов 5 и 6. При движеиии штока 3 пневмоцилнндра 2 происходит поворот
четырех пар рычагов 5 и G на 90 за счет зацеплений зубчатых колес 4 с реечным штоком 3. Захваты рычагов 5 и 6 концами своих губок 7 и 8 прижимают арматурные стержни к откидным крышкам 13. При дальнейшем движении рычаги 5 и 6 преодолевают небольшое сопротивление пружины 9, и арматурные стержни фиксируются в губках 7 и 8. Рычаги 5 и 6 продоллсают движение, а арматурные стержни, зафиксированные в губках 7 и 8, нажимают на откидные крышки 13 и, преодолевая сопротивление пружин 14, откидывают их и выходят за пределы желоба, а рычаги 5 и 6 проходят через прорези.
В конце хода рычаги 5 и 6 устанавливают стержни в рабочее положение. В результате этого стержни 15 оказываются подведенными к основе .арматурного каркаса (продольным элементам), сечение которого полностью подготовлено к следующей технологической онерации - приварке стержней к уголкам. После сварки шток 3 нневмоцилиндра 2 получает движение в обратную сторону, при котором рычаги 5 и 6 через прорези возврапдаются в исходное но.гожение для повторения описанного цикла.
Формула изобретения
1. Устройство для цодачи в проектное положение понеречных стержней в установке для изготовления пространственных арнатурных каркасов с продольными элементами из профильного металла и поперечными стержневыми элементами, отличаюш,ееся тем, что, оно вынолнено с силовым цилиндром, реечный шток которого
)зходит в зацепление с зубчатыми колеса; га, взаимодействуюш,ими с рычагами, имеюш,ими захваты в виде неподвижных и подвижных подпружиненных губок, установленных на осях рычагов.
2. Устройство по п. 1, отличаюш,ееся тем, что оно имеет направляющие колодки с приемными гнездами и подпружиненными крышками с щелями для прохода рычагов с зажатыми стержневыми элементами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| Устройство для съема обуви с колодки | 1989 |
|
SU1664261A1 |
| Многопозиционная машина для вставки книжных блоков в переплетные крышки | 1956 |
|
SU119170A1 |
| Устройство для вязки арматурных стержней | 1982 |
|
SU1054528A1 |
| Устройство для ориентации длинномерных заготовок | 1978 |
|
SU700248A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ЛЕНТЫ ЧЕСАНОГО ЛЬНА НА АВТОМАТИЧЕСКОЙ РАСКЛАДОЧНОЙ МАШИНЕ | 1973 |
|
SU373333A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ ТИПА ПАНЕЛЕЙ И ПЛИТ | 1964 |
|
SU224029A1 |
| Схват | 1987 |
|
SU1440707A2 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Устройство для образования анкера на арматурном стержне | 1987 |
|
SU1470905A1 |
ff
v/re./
АФиг.2
9 8
Фиг.З
7 Ю.
15

