Настоящее изобретение относится к области сварки, а именно к электрошлаковой сварке преимущественно пласти«чатым электродо: 1.
При электрошлаковой сварке пластинчатым электродом, как известно, достигается максимальная производительность сварочных работ по сравнению со сваркой электродными проволоками.
Одиако нри этом способе сварки весьма сложно легировать металл шва. С увеличение.м толщины пластинчатого электрода резко возрастает сварочиый ток, что сопровождается в ряде случаев образован)1ем трещин.
Предложенное устройство отличается от известного тем, что, с нелью повышения качества сварных соединений и производительности сварочных работ, иа электрододержателе расположеиы бункер с компонентами, бееко.нечная лента с прорезями, размещенная между электродом и бункером, направляющие ;1еиту ролики и вращающееся на неподвижной оси колесо с зубцами, взаимодействующими с про-резями леиты, а также трос, один конец которого намотан на колесо, а другой закреплен на станине.
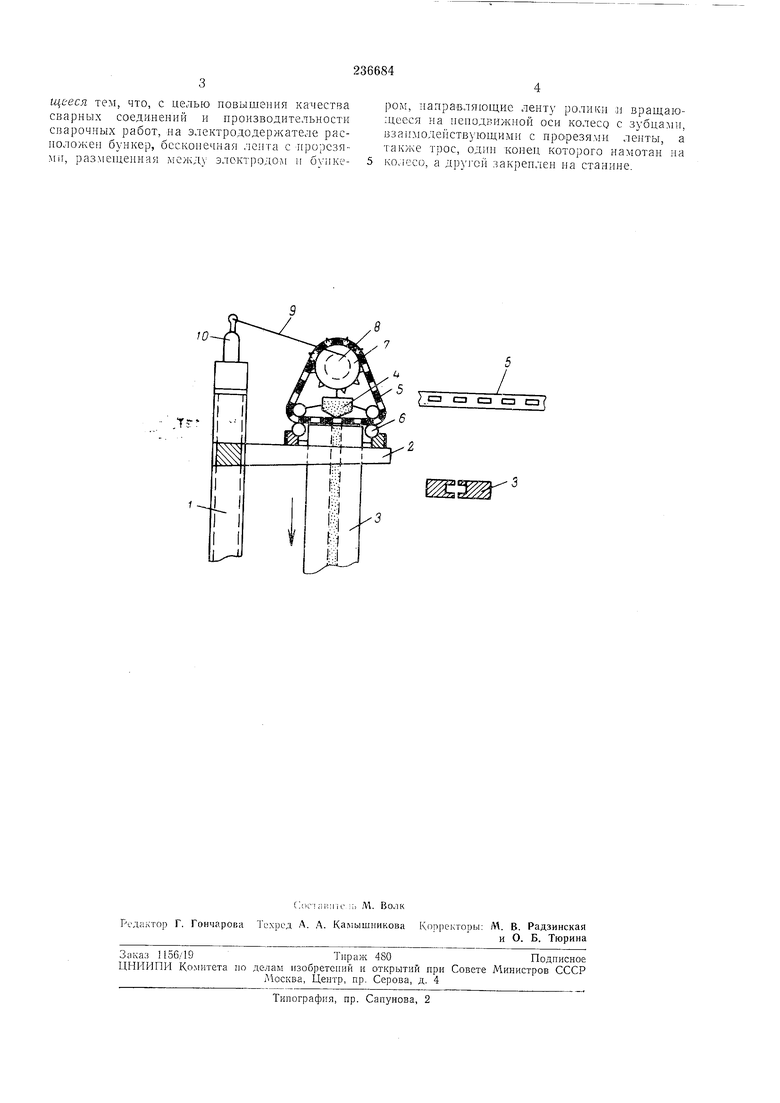
OcHOBiibie узлы устройства показаны на чертеже.
для компонентов 4, бесконечная лента 5, наГ;разляющие ленту ролики 6, колесо 7 со ступицей 8 и с зубцами на поверхности. Трос 9 ОДНИЛ1 концом иамотан )ia ступицу, а друг)-:л1 - закреплен в стойке 10 па неподвижной станине.
Прн перемещении электрододержателя вниз трос будет вращать колесо, которое в свою очередь, благодаря взаимодействию зубцов с
0 нрорезями леиты. перемещает последнюю. При совпадении прорези ленты и канала электрода (бункер расположен над каналом) в сварочн}Ю ванну будут поступать нужные компоненты. Размер и чередование прорезей
5 ленты, а также скорость перемещения электрододержг геля позволяют с определенными н;1о:межуткад1и времени подавать в сварочную ванну как легирующие элементы в виде ферросплавов для улучшения свойств сварных
0 соедиие1П,й, T;IK и полезный порошок для повышения нроизгзодительности. Возможна также нодача ф;поса для компенсации его расхода в процессе сварки.
5
Предмет изобретения
щсеся тем, что, с целью повышения качества сварных соединений и производительности сварочных работ, на электрододержателе расположен бункер, бесконечная лепта с ирорезяMil, размещенная между электродом и бункером, иапра Бляющие ленту ролики л вращающееся на пенодвижпой оси колесо с зубцами, взащюдействующими с прО резямц , а также трос, один конец которого намотай на колесо, а закреплеп па станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для ЭЛЕКТРОШЛАКОВОЙ СВАРКИ | 1970 |
|
SU266114A1 |
| Способ электрошлаковой сварки легких металлов | 1977 |
|
SU764902A1 |
| Устройство для автоматической сварки под флюсом в потолочном положении | 1988 |
|
SU1539020A1 |
| Устройство для двухдуговой сварки | 1987 |
|
SU1407724A1 |
| Способ сварки | 1978 |
|
SU747660A1 |
| Установка для автоматической сварки прямоугольных изделий с закругленными углами | 1986 |
|
SU1454623A1 |
| Устройство для сварки плавлением | 1979 |
|
SU1107988A1 |
| Формирующее устройство для электрошлаковой сварки легких металлов | 1978 |
|
SU1022790A1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| Способ электрошлаковой сварки | 1991 |
|
SU1807925A3 |
.f СЗ CZ1 СГЗ СГ31
