Известны манипуляторы-кантователи, содержаии1е подъемную ичолонну с приводом от вертикального силового цилиндра, несущую механизмы кантования и креиления обрабатываемой детали. Однако, ввиду их узкого назначения, они не обеспечивают крепление детали без при1менения какого-либо инструмента или съемиых деталей, а также возможности обработки детали на различных позициях при реверсивном враи1,ении ее в любом положении.
Особенностью предлагаемого манипуляторакантователя является то, что механизм кантования выполнен в виде 01арнирио закрепленной к ступицеподъе.мной колонны криволинейной цапфы с жестко закрепленными к ней рукоятью и горизонтальным силовым цилиндром, в отверстии которого расположен механизм иривода и креиления обрабатываемой детали. Подъемная колонна установлена в направляющей втулке, закрепленной на стенде технологической линии обработки деталей, и своей ра.зъемной крышкой со сферическим гнездом закреилена на шаровой опоре штока поршня вертикального силового цилиндра с возможностью враидения и вертикального возвратноиоступательного перемещения механизма кантования. Это повышает производительность и обеспечивает возможность обработки деталей в различных положениях и на различных позицпях без перестановки их п обесиечения деталям реверсивного враи1,ения.
.Механизм привода представляет собой пустотелый фигуриый вал, выполненный за одно целое с шестерней, находящейся в зацеплении со штоком-рейкой иоршней горизонтального силового цилиндра, и иомещенный в корпус, расположенный :В отверстии этого цилиндра. Внутри пустотелого фигурного вала следует
смонтировать механизм крепления обрабатываемой детали, снабженный размещенными в окнах этого вала кулачками с косыми хвостовиками, входящими Б иазы гайки и обесиечиваюиими ей только осевое иеремещение.
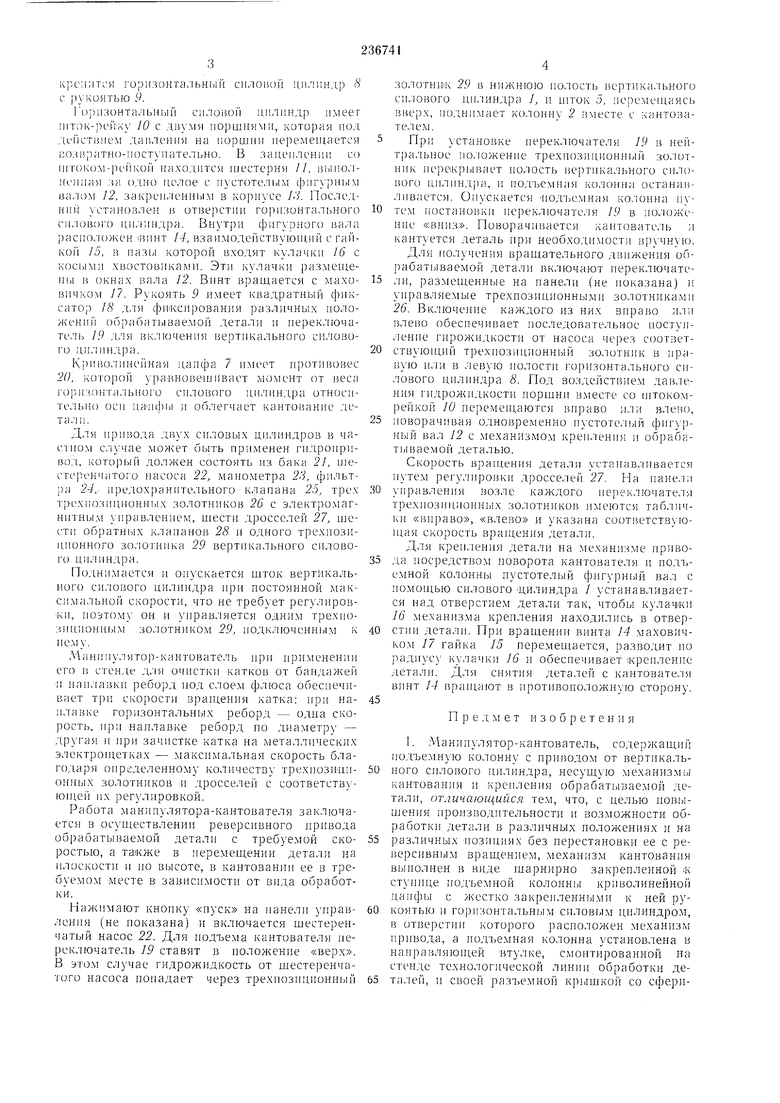
На фиг. 1 схематическ изображен иредлагаемый манипулятор-кантователь, вид сбоку; на фиг. 2 - то же, вид в плане; на фиг. 3 - схема гидропривода кантователя.
Манипулятор-кантователь содержит вертикальный силовой цилиндр У, шарнирно прикреиленный к фундаменту или к каркасу стенда (не показан). Цилиндр размещен внутри подъемной колонны 2, которая расположена в
направляющей втулке 3 и своей разъемной крышкой со сферическим гнездом закреплена на шаровой опоре 4 штока 5 порщня вертикального силового цилиндра. К верхней части иодъемной колонны приварена ступица 6, на
крепится горизонтульный cn.noiioii i,n.iiiH;i,p cS с рукоятью 9.
Горизонтальный силовой цилиндр имеет иггок-рейку JO с двумя поршнями, которая под действием давления на иоршнн неремеи1ается возвратно-постуиательно. В заценлени со HiTOKOM-peiiKoii на.ходитея нJecтepня //, ввиюлненная за одно целое с иустотел1)1М фигурным валом 12, закреиленным в корпусе /:. Последний установлен в отверстии горизонтального е 1лово1Ч) цилиндра. Внутри фигурного luuia распо.то/кен IHHHT 14, взаимодействующий с гайкой /5, в иазы которой входят кулачки /6 с кое1)1ми хвостовикамн. Эти кулачки размешеHI.I в окнах вала 12. Вннт врандается с маховичком 77. Рукоять 9 цмеет квадратцый фиксатор /(S для фн1ксирования различных иоложений обрабатываемой детали и переключатель 19 для включения вертикального снлового ци;п1ндра.
Криволинейная цаифа 7 цмеет противовес 20, которой у )а-вновеН.1Ивает момент от iseca горизонтального силового днлнндра относите.чьно оси цаИ())ы и облегчает кантование дета л г,.
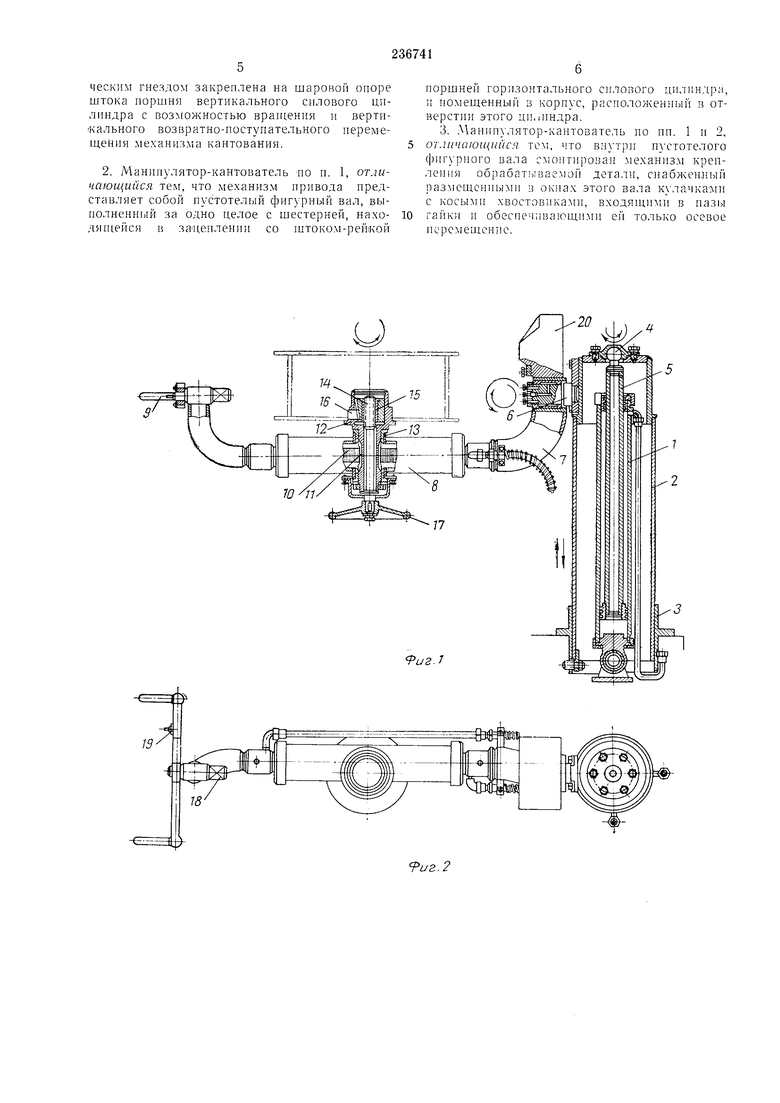
Для привода двух силовых цилиндров в чаclHOM с.тучае может быть применец гндронрнвсхт, который должен состоять из бака 21, uieстеренчатогО 22, манометра 23, (}л1льтра 24. иредохраиительного клапана 25. трех трехиозпцнонных золотников 26 с электромагннтны.м управлением, шести дросселей 27, шести обратных клапанов 28 н одного трехиозиццопного зо.ло ццка 29 вертикального снлового цилиндра.
Поднимается п оиускается шток вертикального силового цилцндра ирн ностоянной макеимальной скорости, что це требует регулировки, поэтому он и уцрав.тяется одним трехцо:,иционн1 1м зо;ютнцком 29, цодключенным к нему.
М г ни пул я тор-кантователь при применении его в стенде д;1я очистки катков от бандажей и наилавки реборд нод елоем флюса обеепечивает три скорости вращения катка: цри наплавке горпзонтальнь х реборд - одна скорость, нри наплавке реборд по диаметру - другая ц при зачистке катка на металлических электрон1етках - максимальная скорость благодаря определенному количеству трехиозицпокных золотников и дросселей с соответству1оп1ей их регулировкой.
Работа манииулятора-кантователя заключается в осуществлении реверсивного привода обрабатываемой детали с требуемой скоростью, а также в иеремещении детали на плоскости и по высоте, в кантовании ее в требуемом Месте в зависимости от впда обработки.
Пажимают кнопку «пуск на панелп управления (не показана) и включается шестеренчатый насос 22. Для подъема кантователя переключатель 19 ставят в положение «верх. В эт1)м случае гидрожидкость от шесте|)енчатого насоса попадает через трехнозпционный
золотншк 29 в нижнюю нолость )ертцка.тьного сило1;ого ццлиндра J, и шток 5, перемещаясь вверх, иоднпмает колонну 2 вместе с ; антовате.тем.
При установке нереключателя 19 R Heiiтральное иоложенне трехпозиционный золотццк церекр1)1вает полость вертика.чьного актового цилиндра, ц подтземная колонна останавлцвается. Опускается подьемная ко.юпна нутем постановки переключателя 19 в положение «вниз. Поворачивается кантователь и кантуется деталь при необходи.мости вручную. Для получения врашательного движения обрабатываемой детали включают переключатели, размещенные на панели (не показана) Ji управляемые трехпозиционным ц золотниками 26. Включенне каждого из них внраво или влево обесцечивает последовательное постуиление гирожидкости от насоса через соответствуюший трех позиционный золотник в правую или в левую иолости горизонтального силового ццлиндра 6. Под воздействием давления гидрожидкости норшни вместе со штокомрейкой 10 перемещаются вправо или влево,
поворачивая одновременно иустотелый фигурный вал 12 с ме,ханиз1мом креилении и обрабатываемой деталью.
Скорость враи;ения детали устанавливается путем регулировки дросеелей 27. На панели
хиравления возле каждого не|)екл;очатели
т 5ех110зиционных золотников имеются табличlu-i , «влево и указана соответствуюидая скорость детал г.
Для кренления детали на механизме привода посредством поворота кантователя и цодт емной колонны пустотелый фнгурный вал с иомош,ью силового Цилиндра / устанавливается над отверстием детали так, чтобы кулачки 16 механизма крепления находились в отверстии детали. При вращении винта 14 маховичком 17 гайка 15 перемещается, разводит но радиусу кулачки 16 и обесиечивает креиление детали. Для снятия деталей с кантоБате;1я винт 14 вранииот в иротивоиоложную сторону.
Предмет изобретен и я
1. Ман1гпулятор-кантователь, еодержащий подъемную колонну с приводом от вертикальлого силового ццлиндра, несущую механизмы кантования и крепления обрабатываемой детали, отличающийся тем, что, с цеьЧью повыujeHHH производительности и возможности обработки детали в различных положениях и на
различных иозициях без перестановки ее с реверсивн1 1м вращением, механизм кантования выиолнен в виде щарнирно закренленной « стуиице подъемной колонны криволинейной ц.аифы с жестко закрепленными к ней рукоятью и горизонтальным силовым цилиндром, в отверстии которого расноложен механизм привода, а иоД1,емная колонна установлена в направляющей втулке, смонтированной на стенде технологической линии обработки деческнм гнездом закреплена на шаровой опоре штока норшпя вертикального сплового цплиндра с возможностью вращения и вертпкального возвратно-поступательного перемещения механизма кантования.
2. Манипулятор-кантователь ио п. 1, отличающийся тем, что механизм привода представляет собой пустотелый фигурный вал, выполненный за одно целое с шестерней, находяи1ейся в зацеплении со и1током-реЙ1КОЙ
поршней горизонтального силового цплиндра, и помещенный в корпус, расположенный в отверстии этого ци.лшдра.
3. Манипулятор-кантователь по пп. 1 и 2, отличающийся тем, что внхтр) п стотелого фигурного вала смоптироваи механ)1зм крепления обрабатыгзаемой детали, снабженный размещенными в окнах этого вала кулачкаДШ с косыми х-востовиками, входящими в пазы гайки и обеспечивающими ей только осевое псфемещеиис.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАНТОВАТЕЛЬ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ.г^ШО^ЯИ.-•TC/'V/^^H:'-..•'.,;^-КЛ'"М'_i | 1972 |
|
SU328992A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Загрузочное устройство | 1985 |
|
SU1301629A1 |
| Машина для изготовления форм | 1971 |
|
SU446347A1 |
| Захват-кантователь | 1979 |
|
SU823260A1 |
| СБОРКИ И СВАРКИ РАМНО-БАЛОЧНЫХ МЕТАЛЛОКОНСТРУКЦИЙ | 1969 |
|
SU251730A1 |
| Перегружатель плоских деталей | 1972 |
|
SU516605A1 |
| Кантователь листов | 1985 |
|
SU1473871A1 |
| СТЕНД ДЛЯ СБОРКИ И ДВУСТОРОННЕЙ СВАРКН ЛИСТОВОГО МАТЕРИАЛА В ПОЛОТНИЩА | 1973 |
|
SU366951A1 |
| Захват-кантователь | 1987 |
|
SU1472411A1 |
9иг.2
