1
Изобретение относится к области сварочного производства, в частности к контактной рельефной сварке, и может быть использовано при изготовлении цепных транспортеров.
Известен автомат для сборки и сварки скребков со звеном цепи, содержащий смонтированные на станине подвижный электрододержатель с электродом и неподвижный электрод, механизм подачи цепи, механизм фиксации и ориентации цепи 1.
Недостатком известного автомата является то, что размещение механизма фиксации и ориентации цепи вне зоны сварки требует раздельного выполнения операций, что снижает производительность труда.
Известен автомат для сборки и сварки кронштейна со звеном цепи, содержащий смонтированиые на станине подвижный и неподвижный электрододержатели с электродными узлами, механизм подачи цепи, механизм подачи и зажина кронштейна и механизм фиксации и ориентации цепи, выполненный в виде жестко закрепленной на подвижном электрододержателе плиты с подпружиненными пуансонами {2.
Недостатком известного автомата является то, что ориеитация привариваемого звена цепи мехаиизмом фиксации и ориентации осуществляется через шарниры соседних с ним звеньев.
Отклонения от перпендикулярности (за счет поворота в шарнирах соседними
звеньями) малой оси ориентируемого звена относительно привариваемой плоскости кронштейна может быть в пределах ±2- 3°, что не всегда удовлетворяет требованиям, предъявляемым техническими услоВИЯМИ иа изделие.
Кроме того, токоподвод осуществляется через ветвь, противоположную привариваемой, что позволяет производить сварку на жестких только незакаленной цепи. Сварку закаленной цепи производить невозможно, так как в процессе сварки происходит разогрев звена и его отпуск в местах шарниров, отрицательно влияющий на долговечность звена.
Целью изобретения является улучшение качества сборки и сварки кронштейна со звеном цепи.
Это достигается тем, что механизм фиксации и ориентации цепи снабжен смонтированной на плите и подпружиненной от нее траверсой с призмой, ориентированной в плоскости подачи цепи, при этом верхний электродный узел выполнен в виде двух шарнирно закрепленных па траверсе электродов, расположенных симметрично относительно оси электрододержателя под углом к ней и в плоскости, перпендикулярной к плоскости пуансонов и проходящей через ось электрододержателя.
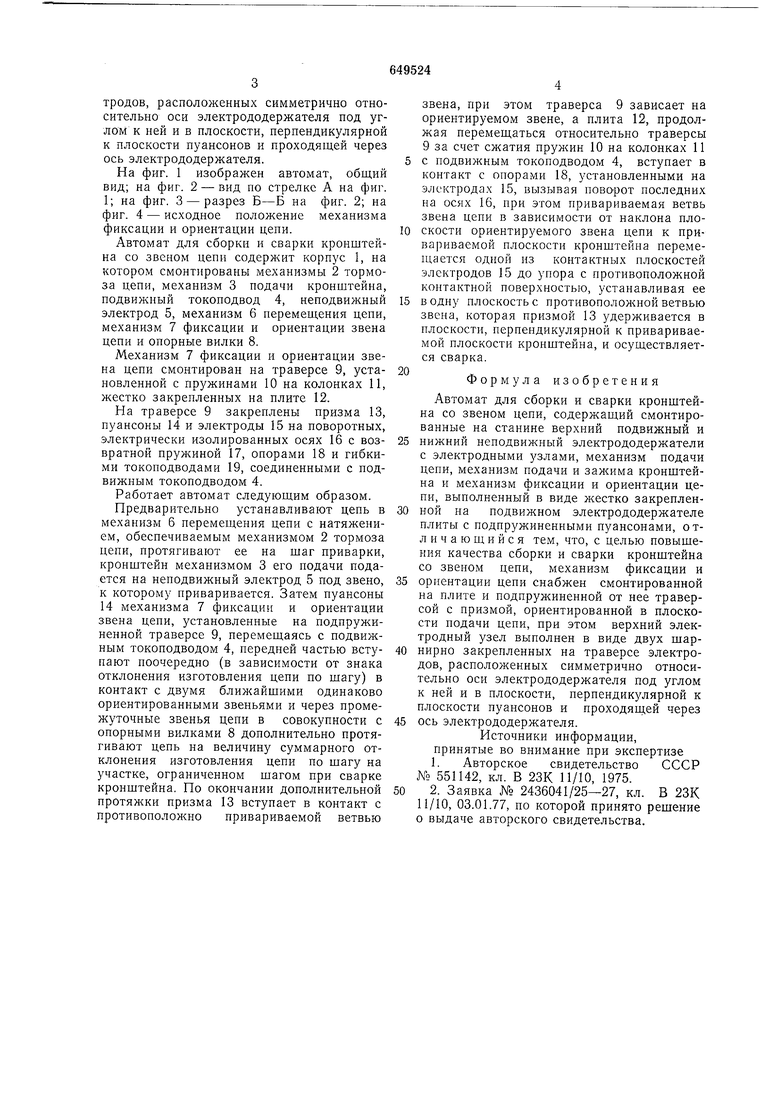
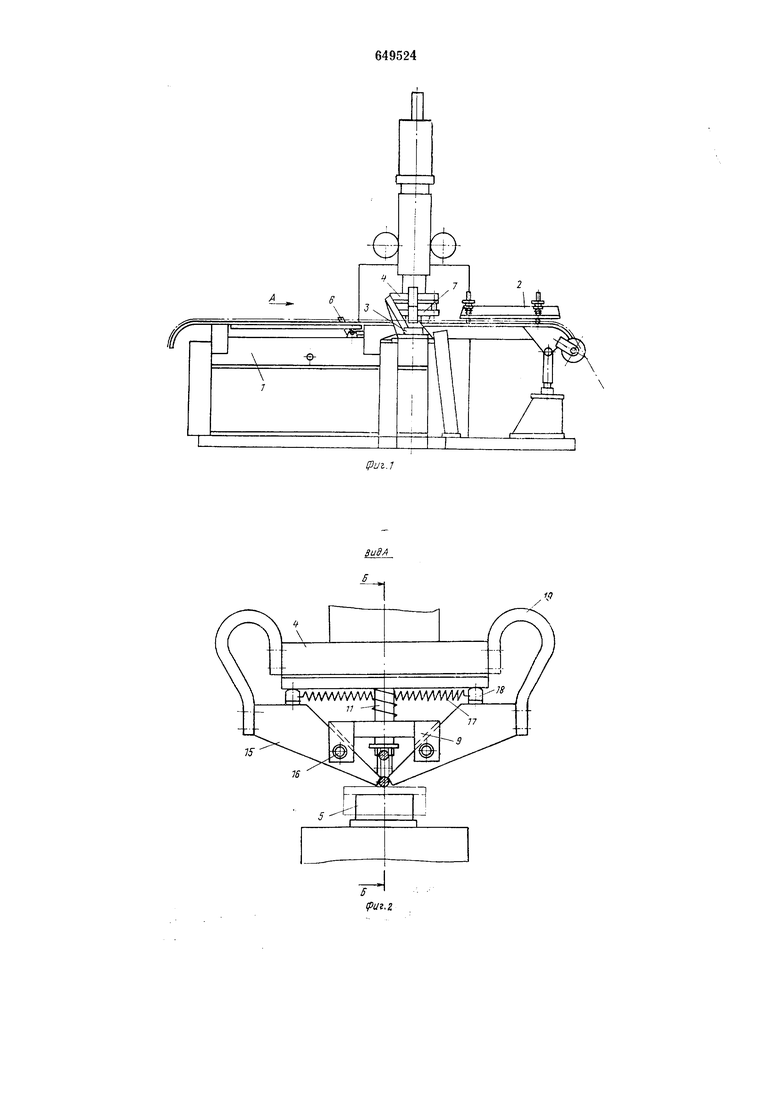
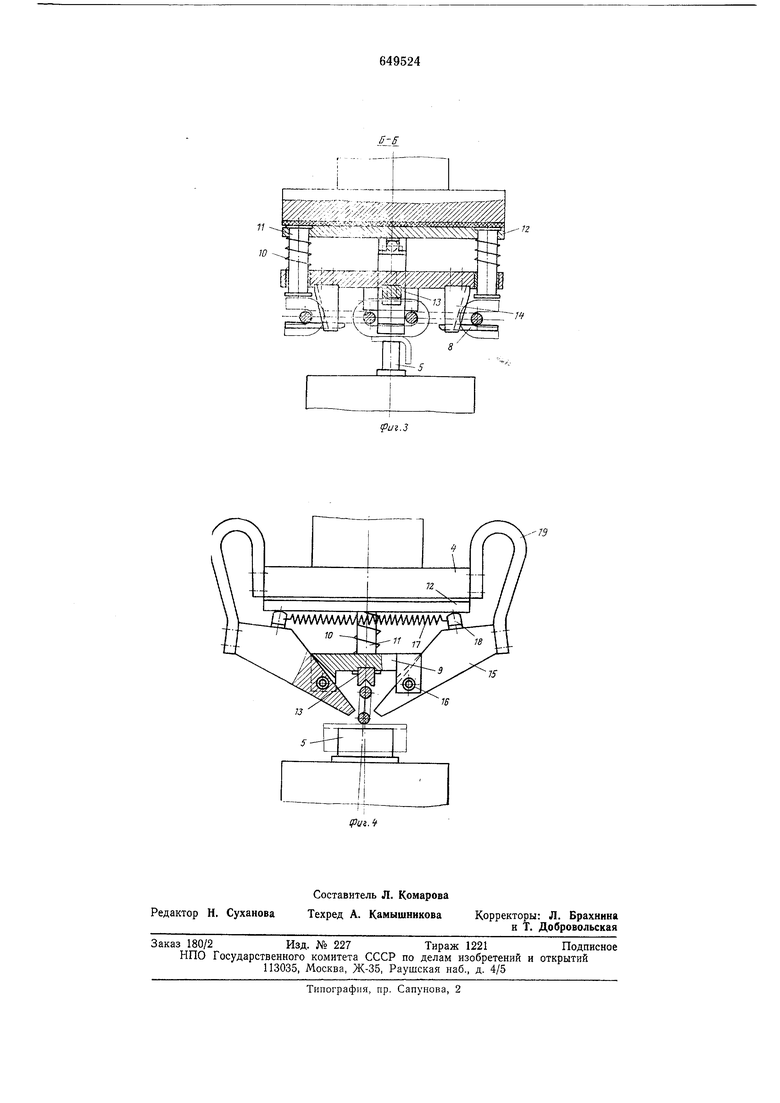
На фиг. 1 изображен автомат, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - исходное положение механизма фиксации и ориентации цепи.
Автомат для сборки и сварки кронщтейна со звеном цепи содержит корпус 1, на котором смонтированы механизмы 2 тормоза цени, механизм 3 подачи кронщтейна, подвижный токоподвод 4, неподвижный электрод 5, механизм 6 перемещения цени, механизм 7 фиксации и ориентации звена цени и опорные вилки 8.
Механизм 7 фиксации и ориентации звена цепи смонтирован на траверсе 9, установленной с пружинами 10 на колонках И, жестко закрепленных на плите 12.
На траверсе 9 закреплены нризма 13, пуансоны 14 и электроды 15 на поворотных, электрически изолированных осях 16 с возвратной пружиной 17, опорами 18 и гибкими токоподводами 19, соединенными с подвижным токоподводом 4.
Работает автомат следующим образом.
Предварительно устанавливают цепь в механизм 6 перемещения цепи с натяжением, обеспечиваемым механизмом 2 тормоза цепи, протягивают ее на шаг приварки, кронштейн механизмом 3 его подачи подается на неподвижный электрод 5 под звено, к которому приваривается. Затем пуансоны 14 механизма 7 фиксации и ориентации звена цепи, установленные на подпружиненной траверсе 9, перемещаясь с подвижным токоподводом 4, передней частью вступают поочередно (в зависимости от знака отклонения изготовления цепи но шагу) в контакт с двумя ближайшими одинаково ориентированными звеньями и через промежуточные звенья цепи в совокупности с опорными вилками 8 дополнительно протягивают цепь на величину суммарного отклонения изготовления цепи по шагу на участке, ограниченном шагом при сварке кронштейна. По окончании дополнительной протяжки призма 13 вступает в контакт с противонолол но привариваемой ветвью
звена, при этом траверса 9 зависает на ориентируемом звене, а плита 12, продолжая перемещаться относительно траверсы 9 за счет сжатия пружин 10 на колонках 11
с подвижным токоподводом 4, вступает в контакт с опорами 18, установленными на электрода.х 15, вызывая пово-рот последних на осях 16, при этом привариваемая ветвь звена цепи в зависимости от наклона плоскости ориентируемого звена цепи к привариваемой плоскости кронштейна перемещается одной из контактных плоскостей электродов 15 до упора с противоположной контактной поверхностью, устанавливая ее
в одну плоскость с противоположной ветвью звена, которая призмой 13 удерживается в плоскости, перпендикулярной к привариваемой плоскости кронштейна, и осуществляется сварка.
Формула изобретения
Автомат для сборки и сварки кронштейна со звеном цепи, содержащий смонтированные на станине верхний подвижный и
нижний неподвижный электрододержатели с электродными ззлами, механизм нодачи цепи, механизм подачи и зажима кронштейна и механизм фиксации и ориентации цепи, выполненный в виде жестко закрепленной на подвижном электрододержателе плиты с подпружиненными пуансонами, отличающийся тем, что, с целью повышения качества сборки и сварки кронштейна со звеном цепи, механизм фиксации и
ориентации цепи снабжен смонтированной на плите и подпружиненной от нее траверсой с призмой, ориентированной в плоскости подачи цепи, при этом верхний электродный узел выполнен в виде двух шарнирно закрепленных на траверсе электродов, расположенных симметрично относительно оси электрододержателя под углом к ней и в плоскости, перпендикулярной к плоскости пуансонов и проходящей через
ось электрододержателя.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 551142, кл. В 23К П/Ю, 1975.
2. Заявка № 2436041/25-27, кл. В 23К 11/10, 03.01.77, по которой принято решение о выдаче авторского свидетельства.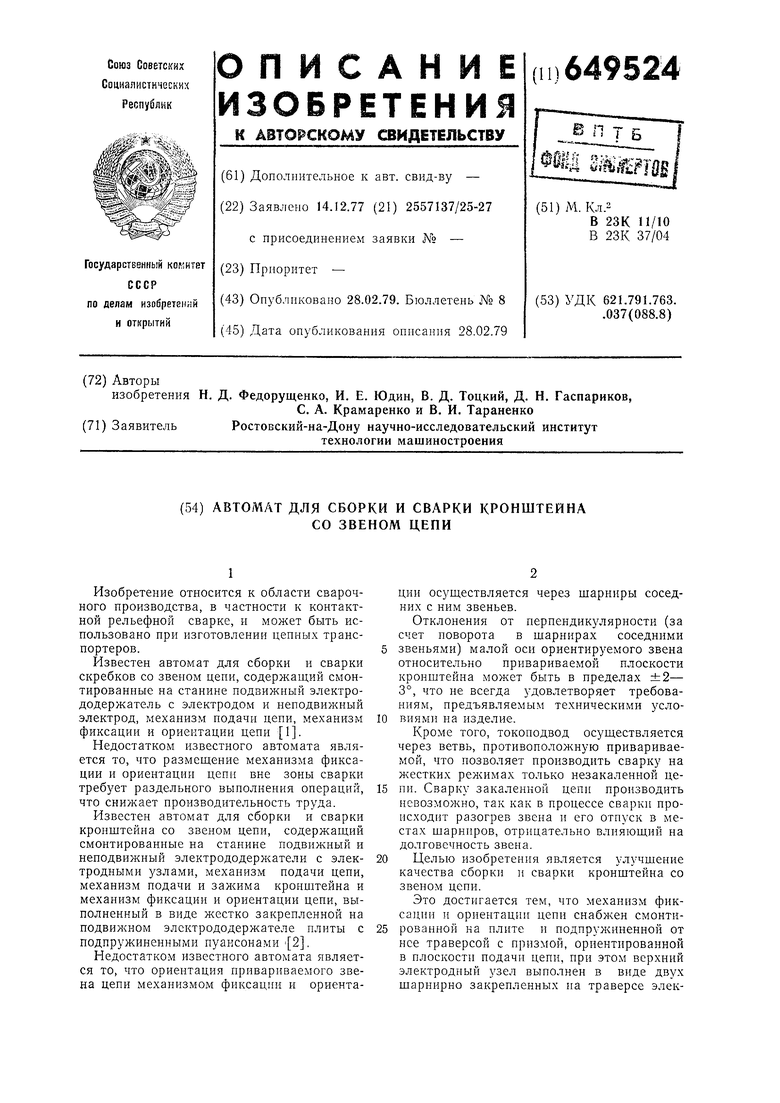
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки и сварки кронштейна со звеном цепи | 1985 |
|
SU1291331A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1988 |
|
SU1590278A1 |
| Автомат для сборки и сварки | 1977 |
|
SU638439A1 |
| Установка для приварки кронштейна к звену цепи | 1980 |
|
SU893456A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1981 |
|
SU1000198A1 |
| Автомат для сборки и сварки кронштейна со звеном цепи | 1980 |
|
SU893457A1 |
| Автомат для сборки и рельефной сварки кронштейна со звеном цепи | 1988 |
|
SU1532240A1 |
| Автомат для сборки и сварки скребкаСО зВЕНОМ цЕпи | 1979 |
|
SU848213A1 |
| Установка для электрошлакового переплава | 1973 |
|
SU446205A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU715253A1 |
9
-79
