Автомат Предназначен для автоматической линии изготовления пружин горячей навивки.
Известны автоматы для сжатия витых пружин, содержащие станину, гидропривод и гидроцилиндры сжатия. ;
Предложенный автомат с целью ускорения его переналадки на разные размеры пружин и упрощения эксплуатации снабжен установленной на станине многопозиционной призмой и кронштейном, имеющим наклонные направляющие, по которым перемещается траверса с установленным на ней шаговым транспортером, выполненным в виде балки с двухгранными вырезами в нижней части для перемещения пружин с позиции на позицию с помощью укрепленных на балке откидных собачек, образующими с верхней частью многопозиционНой призмы четырехгранные ложементы, препятствующие продольному изгибу пружин в процессе обжатия.
Кроме того, шаговый транспортер установлен на траверсе при помощи вертикальных направляющих, по которым он имеет возможность перемещаться для настройки на нужный диаметр пружины, а в кронштейне размещен имеющий возможность перемещения упор, обеспечивающий установку пружин заданной длины.
Благодаря такой конструкции автомат может встраиваться в линию без дополнительных механизмов, а именно транспортера-питателя, подъемника, что значительно упрощает работу автоматической линии.
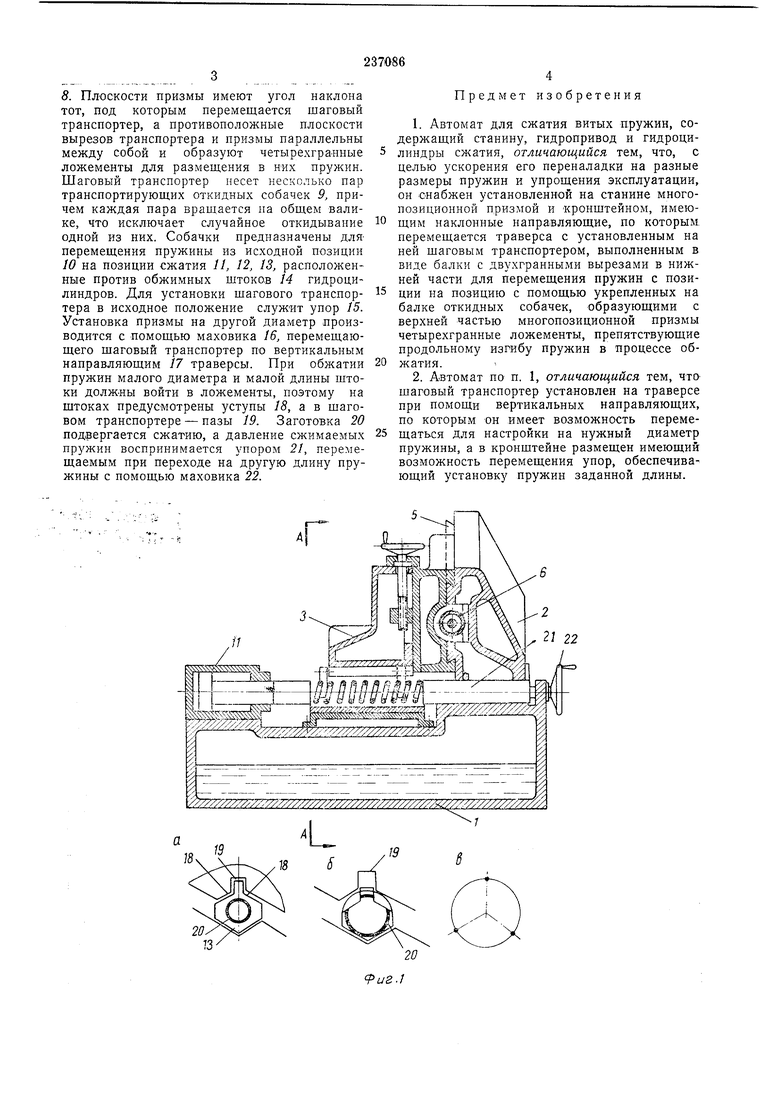
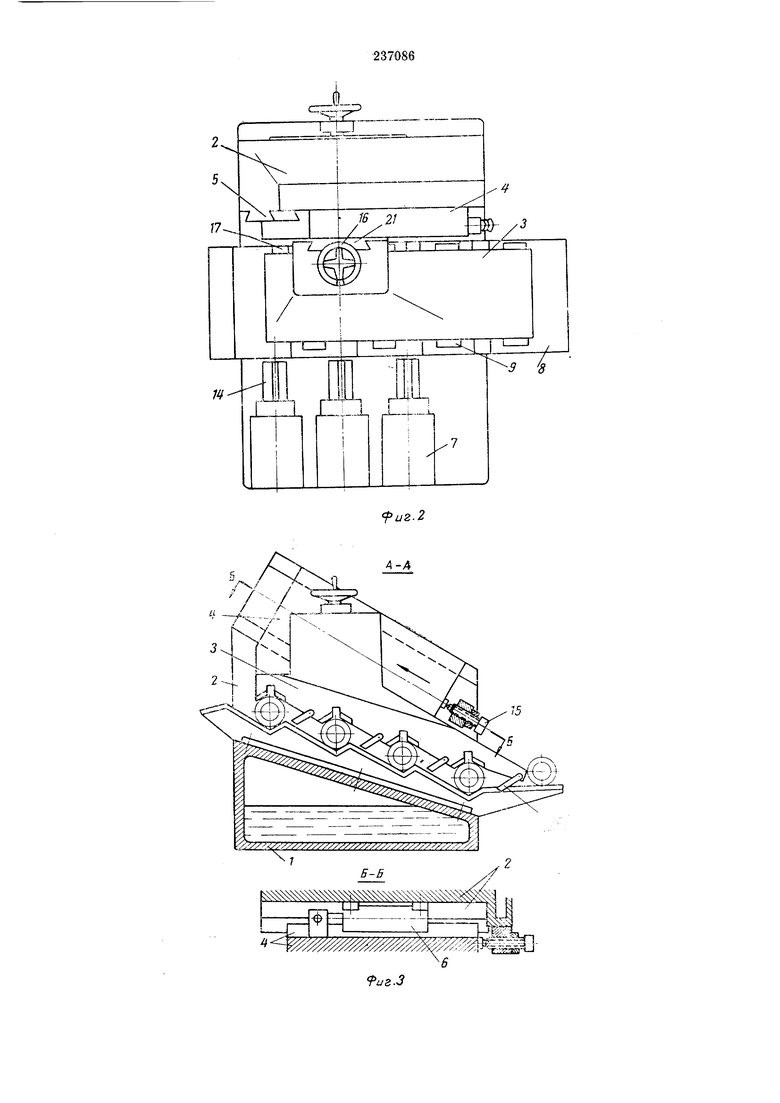
На фиг. 1 и 2 изображен предложенный автомат в двух проекциях; на фиг. 3 - то же, разрезы по Л-А и Б-Б; на фиг. 4 - пресс с шаговым транспортером в левом крайнем положении; на фиг. 5 - схема работы шагового транспортера и собачек.
На станине 1, внутренняя часть которой используется как емкость для масла гидросистемы, жестко закреплен кронштейн 2, несущий шаговый транспортер 3 с траверсой 4.
Транспортер вместе с траверсой совершает возвратно-поступательное движение по наклонным направляющим 5, укрепленным на кронштейне. С другой стороны траверса имеет вертикальные направляющие, по которым перемещается при настройке на необходимый диаметр прулсин шаговый транспортер. Для осуществления наклонного движения траверсы с шаговым транспортером на кронштейне укреплен гидроцилиндр 6. Рядом на станине установлен блок из трех гидроцилиндров 7, производящих слсатие пружин. Между блоком гидроцилиндров и кронштейном на станине расположена многопозиционная призма
5. Плоскости призмы имеют угол наклона тот, под которым неремещается шаговый транспортер, а противоположные плоскости вырезов транспортера и призмы параллельны между собой и образуют четырехграяпые ложементы для размещения в них пружин. Шаговый транспортер несет несколько пар транспортирующих откидных собачек 9, причем каждая пара вращается на общем валике, что исключает случайное откидывание одной из них. Собачки предназначены длЯ перемещения пружины из исходной позиции 10 на позиции сжатия 11, 12, 13, расположенные против обжимных штоков 14 гидроцилиндров. Для установки щагового транспортера в исходное положение служит упор 15. Установка призмы на другой диаметр производится с помощью маховика 16, перемещающего щаговый транспортер по вертикальным направляющим 17 траверсы. При обжатии пружин малого диаметра и малой длины щтоки долЖНы войти в ложементы, поэтому на штоках предусмотрены уступы 18, а в щаговом транспортере - пазы 19. Заготовка 20 подвергается сжатию, а давление сжимаемых пружин воспринимается упором 21, перемещаемым при переходе на другую длину пружины с помощью маховика 22.
Предмет изобретения
1.Автомат для сжатия витых пружин, содержащий станину, гидропривод и гидроцилиндры сжатия, отличающийся тем, что, с целью ускорения его переналадки на разные размеры пружин и упрощения эксплуатации, он снабжен установленной на станине многопозиционной призмой и Кронщтейном, имеющим наклонные напра|Вляющие, по которым перемещается траверса с установленным на ней щаговым транспортером, выполненным в виде балки с двухгранными вырезами в нижней части для перемещения пружин с позиции на позицию с помощью укрепленных на балке откидных собачек, образующими с верхней частью многопозиционной призмы четырехгранные ложементы, препятствующие продольному изгибу пружин в процессе обжатия.
2.Автомат по п. 1, отличающийся тем, что шаговый транспортер установлен на траверсе при помощи вертикальных направляющих, по которым он имеет возможность перемещаться для настройки на нужный диаметр пружины, а в кронштейне размещен имеющий возможность перемещения упор, обеспечивающий установку пружин заданной длины.
-fs
2. 5.
77. 2/
/
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН ГОРЯЧЕЙ НАВИВКОЙ | 1968 |
|
SU213679A1 |
| Поточная линия для изготовления сварных балок | 1978 |
|
SU749607A1 |
| СТАНОКДЛЯ ПРОМЫВКИ ПОДШИПНИКОВ КАЧЕНИЯ | 1973 |
|
SU398708A1 |
| УСТАНОВКА ДЛЯ ПРОВЕРКИ ТЕХНИЧЕСКОГО СОСТОЯНИЯ АВТОМОБИЛЕЙ | 1969 |
|
SU238197A1 |
| УСТРОЙСТВО для ПРОИЗВОДСТВА ПРУЖИН | 1970 |
|
SU269911A1 |
| Шаговый конвейер | 1978 |
|
SU749757A1 |
| СТАНОК ДЛЯ ЗАКАЛКИ ДЕТАЛЕЙ | 1967 |
|
SU192840A1 |
| СТАНОК ДЛЯ ПРАВКИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ В ПРОЦЕССЕ ТЕРМООБРАБОТКИ | 1970 |
|
SU272793A1 |
| Загрузочно-разгрузочное устройство прокатной клети для двухпозиционной обработки заготовок | 1977 |
|
SU766693A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |

W:a cr
-3
ДЩ
-j-Ц
.г
4-Д
