1
Предлагаемый стадион предиаз,иаие11 для промывки подшипников качения.
Известен cTainoK для промывки подшнпч1и,ков качения, содержащий стани ну, ванны с жидкими моющими .средствами, лотжовую систему, мехзнизм опускания подшииников в ванну и возврата их в исходное положение и шаговый транспортер, перемещаюп ий изделия от одной ван«ы к другой.
Однако на известных станках невоз.можно осуществлять Многооперациоииую обработку
ПОДШИПНИКОВ.
Кроме того, они имеют низкую производительность и качество обработки.
В предлагаемом ставке для повышения п-роиз водительности и улучше ния качества обработки механизм опускания подшипников в ванну и возврата их в исходное положение выполнен в виде рамы, имеющей возможность попарно связанных траверсами штадг, «а нижних концах которых закреплены подпружиненные площадки, при этом в траверсах между штапга ми устанавлены с возможностью вращения приводные шпи;ндели с конусными насадками на НИЖ1Н1ИХ Концах и фрвкциоиными диока-ми на верхних. Привод вращения шпинделей выполнен в виде приводного от электродвигателя блока находящихся в зацеплении полых шестеренчатых фрикционных муфт, смонтированных на опорах качения на станине.
Дли обеспечения вертикальных колебательных д;вижен И1 отдельных суппортов на торца.х соответстБующ 1х шестеренчатых фрикционных .муфт смонтированы кулачки, взаимодействуюпдие в процессе промывки подшипников с роликовыми катками, установленными на соответствующих траверсах суппортов. Шаговый транспортер, перемещающий подшипники от одной ванны к другой, смонтирован между
вертикальными штангами суппортов и снабжен захватами, выполненными в виде парных полупризм.
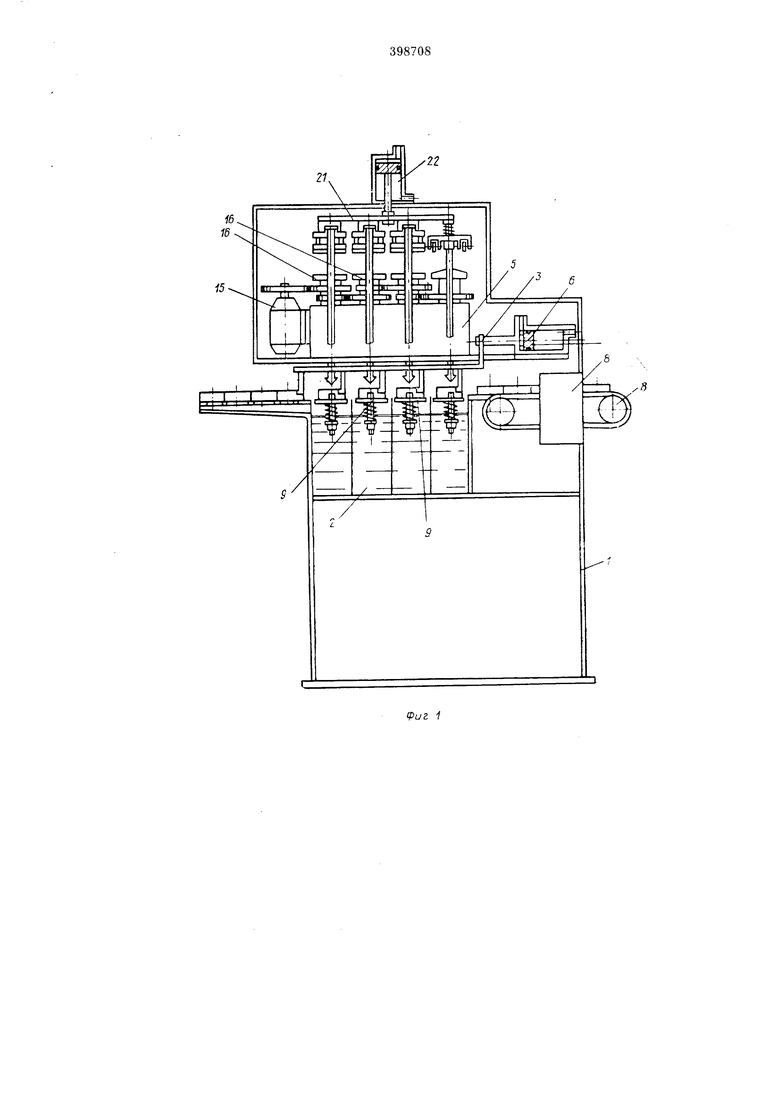
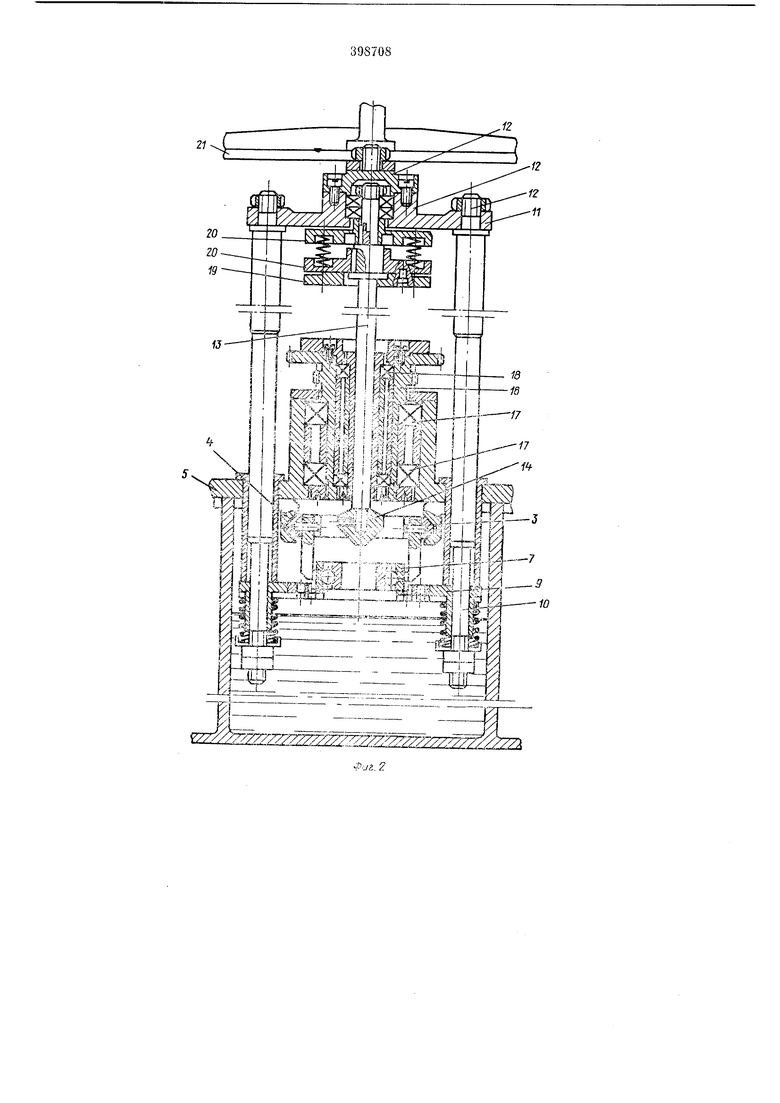
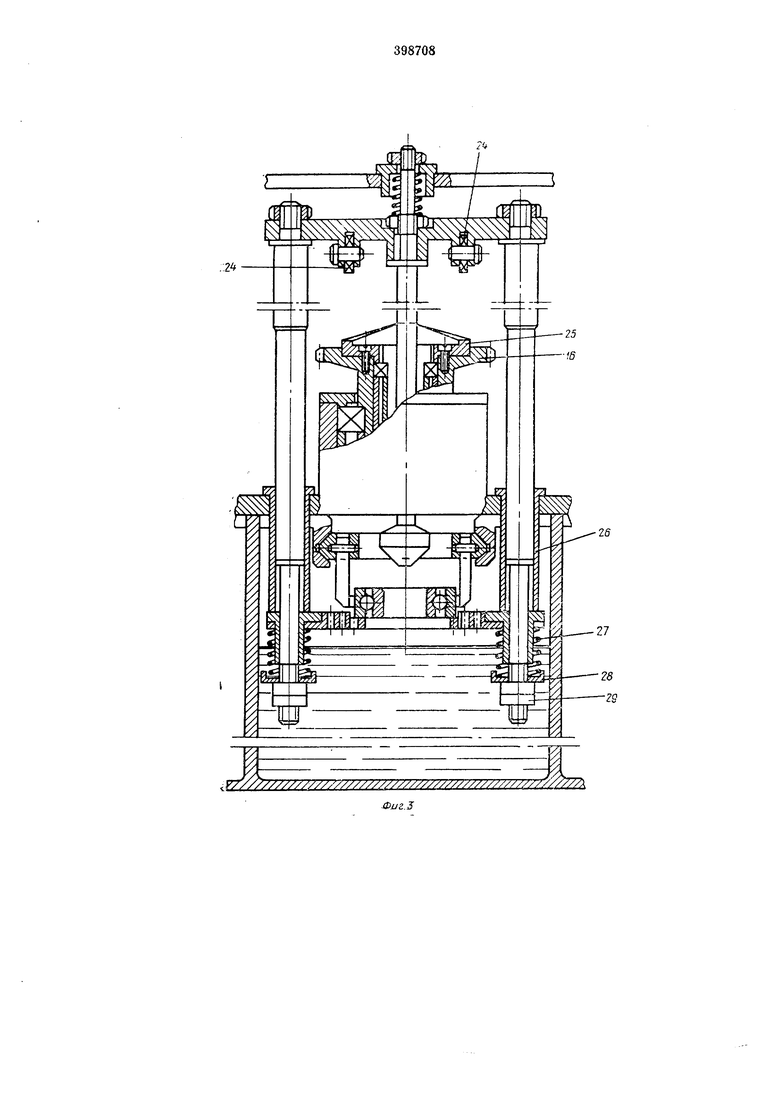
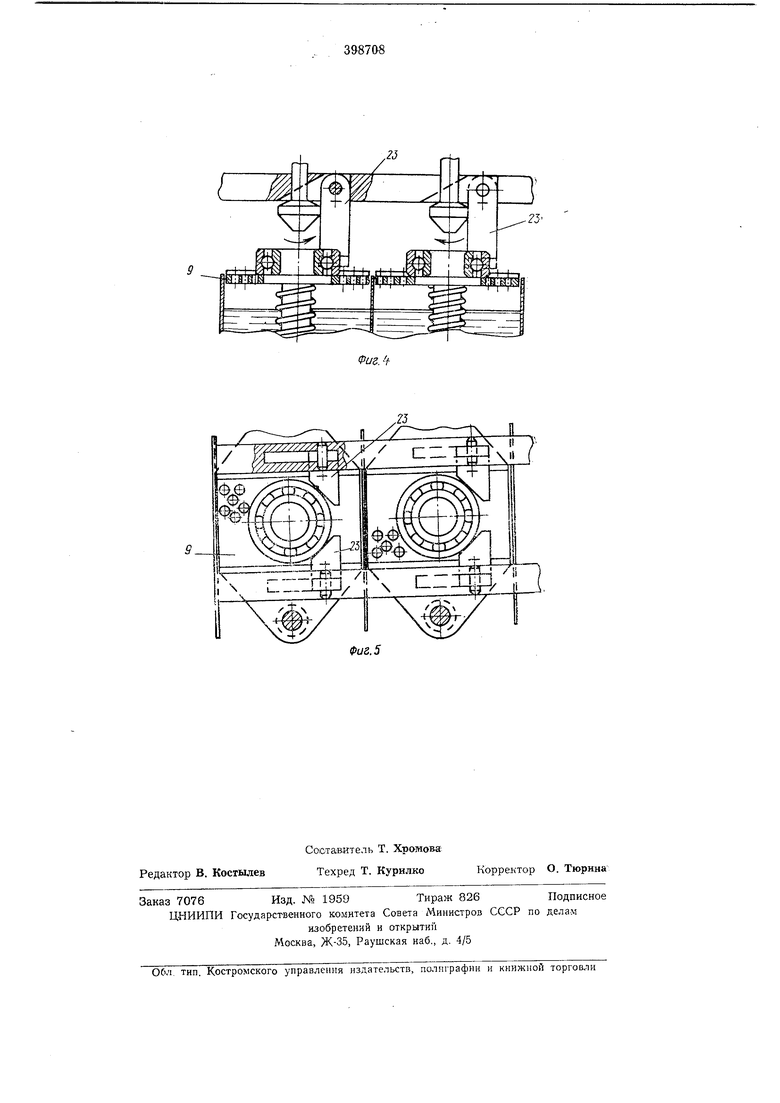
На фиг. 1 иредставлен предлагае.ый станок, общий вид; на фиг. 2 - портальный суппорт со шпипделе.м; на фиг. 3 - механизм верт}1кальных колебательных движений суппо-рта; iia фиг. 4 и 5 - элементы щагового транспортера. Предлагае-мый станок имеет общую станину /, которая служит основанием для установкп одного ил:.1 в случае дублирова шя нескольких рядов ванн 2. Над ваннами размещен шаговый транспортер 3, перемещаемый по направляющим 4 в раме 5 гидроцьглиндром 6. Обрабатываемые подшипники 7 загрузочным транспортером -5 подаются на лотковую систему, состоящую из отдельных подпружиненных перфорированных площадок 9, установленных та ко.нцах вертикальных штоков W, которые связаны лопарио верхней перекладиной П и образуют -созместно с ней подвижные в направлеНИИ ванн портальные суппорты 12. Суппорты 12 несут шпиндели 13 с конической iHacaAKoft 14, имеющие привод вращения от электродвигателя 15 через блок щвстере-нчатых фрпкциониых муфт 16. Муфты стационарно размещены на подщитекиках /7 качения в раме 5 про-мыБочнон маши1ны. Кроме того, блоки муфт имеют допол(н ительно подщШПники 18 для шпвнделёй 13, верхние коицы К01торых несут фрикционные диски 19 с предохраиительными муфтачми 20 Портальные суп-порты соединены общей траверсой 21, соверщающей перемещения от гидроцилиидра 22. Шаговый транспортер выполнен 1В виде удлиненной пря1моуголь1ной рамы с откидными лолупрЕзмам.и 23, расположенной в -портале между штоками суппортов 12. Портальный суп-порт первой ваины сна-бжеН роликовым-и катками 24, а «а торце муфты 16 закреплен кулачак 25 соответствующего профиля. Лотковые площадки 9 каждого портального суппорта 12 поджимаются к втул-кам 26 рамы с помощью пружин 27, прокладных щайб 28 и регулировочных гаек 29.
Предлагаемый станок работает следующи1М образом.
С помощью загрузочного 8 и шагового 3 транопортеров обрабаты1вае1мые подшииники 7 тю -перфорированным площадкам 9 подаются ПОД конические н-а-садки 14 шпииделей 13. Благодаря наличию парных .полупризм 23 по разные стороны шагового траиспортера, обеспечивается точное цен-трировайие подшипников относительно оси шпипделей и свободное перемещение шагового транспортера при опущенных шпинделях. После подачи изделий на позицию обработки происходит опускание траверсы 21 сов1мест но с суппортами 12 от гидроцилиндра 22. При этоМ -пружины 27 разжимаются до тех пор, пока конические «асадки 14 не войдут в отверстия подшипников 7. После этого начинается |погруже1ние перфорированпых площадо;к 9 в вапны совместно с суппортами 12. Величина поджима площадок 9 к насадкам :14 регули1руется райка1ми 29. Погружение площадо-к заканчивается IB момент касания торцов фрик-цио-н1ных дисков 19 и муфт 16, «OToipbie постоянно находятся во вращении от электродвигателя 15 и передают вращение на шпиндели .13. Па первой промывочной позиции станка установлен .механ-изМ вертикальных колебательных Д|вил :ений для удаления загрязнений а-1епосредкупвенно с ра-бочих поверхностей подшипни-ка без его вращения и -предупреждения возможности порчи подшиПника iHa последующих операциях с вращением колец от шпинделей 13 в равные стороны. Вертикальные колебания обрабатываемого подш п1ни-ка совместное перфориров анной площадкой и -портальным суппортом происходит при контакте ро-ликовых контактов 24 с кулач ко-.м 25 вращающейся муфты 16.
П р е д мет изобретения
1.Станок для промывки подши-пников качения, содержащий станину, ваины с жидки:ми моющими сре:д;ства.мп, лотковую систему, механизм опускания подши1пнико;в в ванну и возврата их в исходное положение и шаговый транспортер, перемещающий изделия от о-дной ванны к другой, отличающийся тем, что, с целью повышения производительности и улучшения качества обработки, механизм опускания подши-пников в eaiH-Hy и возврата их в исхо-дное положение выполнен в виде рамы, И1меющей возможность вертикального перемещения от гидроцилиндра, установленного на -станИне, на которой смонтированы суппорты, выполненные в виде попарно связанных траверсами штанг, на нижних -кон-цах которых закреплены подпружиненные площадки, при этом в траверсах между штан-гами установлены с возможностью вращения приводные шпиндели с конусными насадка 1И aia нижних концах и фрикционными дисками на верхних.
2.Станок по п. 1, отличающийся тем, что привод вращения шпинделей выполнен -в виде приводного от электродвигателя |блока находящихся в зацеплении -полых шестеренчатых фрикционных муфт, OMOHTHipoBaiHHbix на опорах качения на станине, в отверст1гях которых установлены опоры шпинделей.
3.Станок по пп. 1 и 2, отличающийся тем, что, с целью обеспече-ния вертика-льных колебательных движений отдельных с ппортов, на торцах соответствующих шестеренчатых фри-кционных муфт смонтированы кулачки, а на траверсах суппортов -роликовые катки, взаимодергствующие с кулачками муфт в процессе про мьюки нодшинников.
4.Станок по п. 1, отличающийся тем, что шаговый транспортер смонтирован между вертикальными штангами суппо-ртов-и снабжен захВатами, выполненными в виде парных пол призм.
т c:MiJV
I
i Ш mm mm т i
I i kV Kio;. l-iifcSN ;. Kivvi i
-1 -i :11 ; ГчП: . i, -, - тК ; %..se. N ,- tV-:...|3 /4
11ш r
12
iZ
--7
t/i
.;2
гв
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА КОЛЕЦ ПОДШИПНИКОВ | 1971 |
|
SU301258A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| УСТРОЙСТВО ДЛЯ ОБТОЧКИ КРИСТАЛЛОВ | 1991 |
|
RU2030998C1 |
| Станок для обработки сферических поверхностей колец подшипников качения | 1983 |
|
SU1110547A1 |
| Е398716.М.Кл. D 07Ь 7/16УДК 621.778.4.06 (088.8) | 1973 |
|
SU398716A1 |
| Станок для ротационной вытяжки | 1979 |
|
SU829262A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ | 1970 |
|
SU267315A1 |
| Виброцентробежный станок | 1985 |
|
SU1255402A2 |
| ВЕРТИКАЛЬНЫЙ ДАВИЛЬНЫЙ СТАНОК | 1969 |
|
SU243564A1 |
9
сг
т-у
Фиг. 5
