Известны станки для насекания напильников с ударным механизмом и столом, на котором установлена заготовка.
Предложенный станок в отличие от известных снабжен шаговым транспортером, выполненным в виде двух иар неподвижных гребенок, установленных по обеим сторонам ударного механизма, и двух расположенных параллельно неподвижным гребено к, движущихся от рычажно-кривошипного механизма, кривошип которого совершает полный или частичный поворот при помош,и гидроцилиндра с регулируемым ходом поршня.
Такая конструкция станка позволяет полностью автоматизировать процесс.
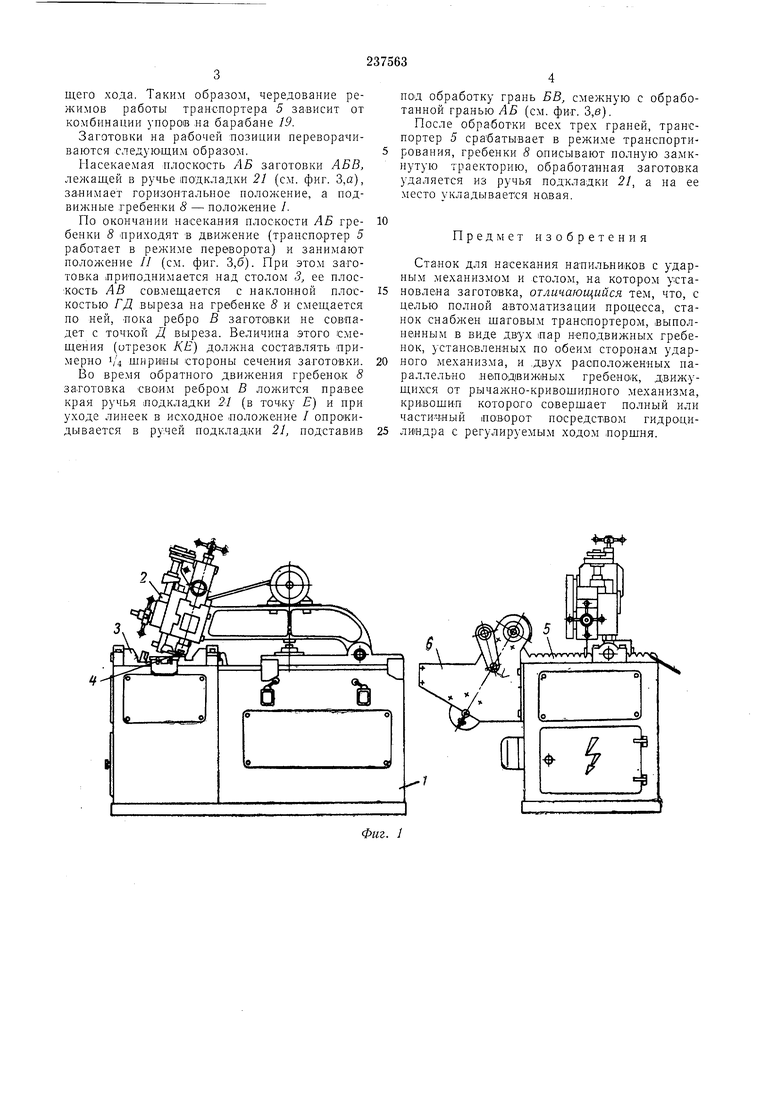
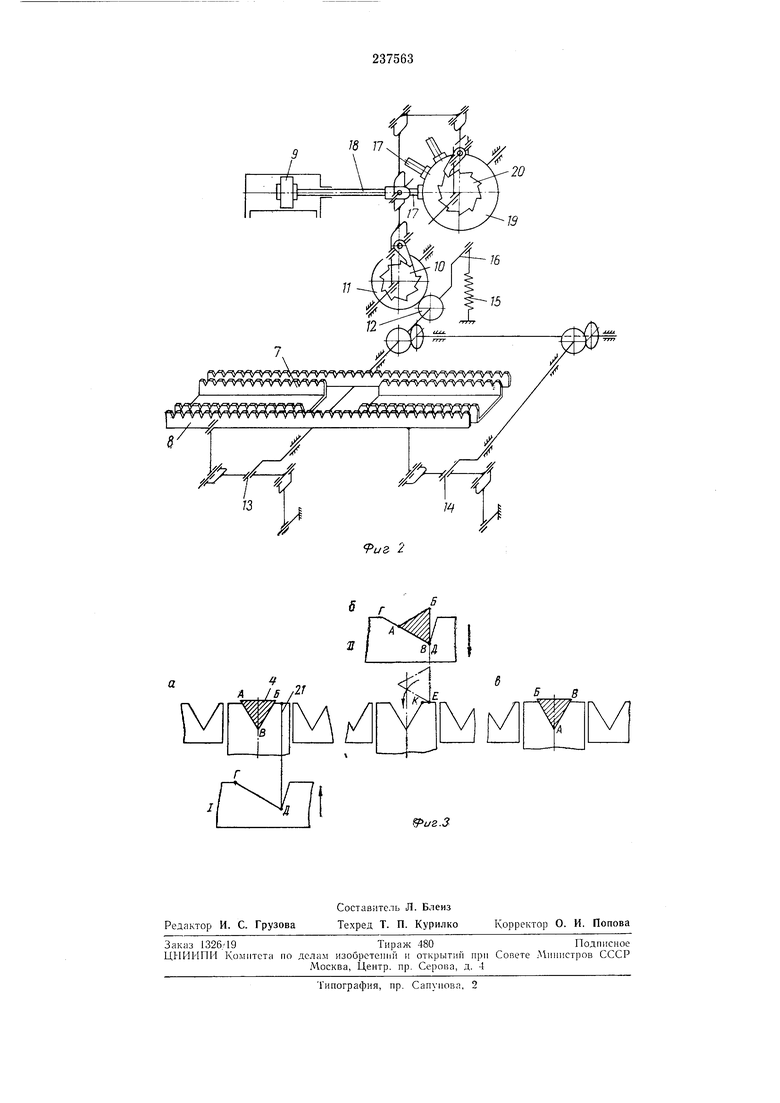
На фиг. 1 представлен станок для насекания напильников в двух проекциях; на фиг. 2 - шаговый транспортер; на фиг. 3 - схема переворота заготовок.
На станине 1 расположен ударный механизм 2 со столом 3. На столе 3 размещают заготовки 4, подаваемые шаговым транспортером 5 из бункерного загрузочного устройства 6.
Шаговый транспортер 5 выполнен в виде двух пар гребенок 7, расположенных по обеим сторонам ударного механизма 2, и двух гребенок 8, установленных параллельно неподвижным гребенкам.
В движение транспортер 5 приводится гидроцилиндром 9, который через храповой механизм 10 и зубчатую передачу 11 и 12 ПОворачивает кривошипы 13 и 14. Для того чтобы кривошипы 13 и 14 сделали один полный оборот, достаточно перевести их через верхнюю : 1ертвую точку. Вторую половину оборота они сделают под действием пружины 15, посаженной на эксцентричный палец 16 вала
кривошипа 13. Такое движение кривошипов 13 и 14 соответствует транспортирующему ходу транспортера 5.
Если же ход гидроцилиндра 9 ограничить так, чтобы кривошипы сделали меньше половины оборота, то гребенки 8 во время обратного хода гидроцилиндра 9 возвратятся в исходное ноложение в обратном направлении, приподняв заготов ки 4 и положив их на прежние места. При этом заготовка 4 в рабочей
позиции перевернется вдоль своей продольной оси на одну грань. Такое движение транспортера соответствует ходу переворота заготовки.
Величина хода гидроцилиндра 9, а следоеательно, и режим работы транспортера 5 зависят от длины упоров 17. Упоры взаимодействуют со штоком 18 и установлены на поворотном барабане 19, поворачивающемся при помощи храпового механизма 20. Величина
щего хода. Таким образом, чередование режимов работы транспортера 5 зависит от комбинации зпоров на барабане 19.
Заготовки на рабочей позиции переворачиваются следующим образом.
Насекаемая плоскость АБ заготовки АБВ, лежащей в ручье иодкладки 21 (см. фиг. 3,а), занимает горизонтальное положение, а подвижные гребетаки 8 - положение /.
По окончании насекалия плоскости АБ гребенки 8 приходят в движение (транспортер 5 работает в режиме переворота) и занимают положение // (см. фиг. 3,6). При этом заготоВКа лриподнимается над столом 3, ее плоскость АВ совмещается с наклониой плоскостью ГД выреза на гребенке 8 и смещается но ней, -пока ребро В загото вки не совпадет с точкой Д выреза. Величина этого смещения (отрезок К.Е должна составлять примерно /4 ширины стороны сечения заготовки.
Во время обратного движения гребено к 8 за-готовка своим ребром В ложится правее края ручья подкладки 2-1 (в точку Е и при уходе линеек в исходное положение / опрокидывается в ручей подкладки 21, подставив
иод обработку грань БВ, смежную с обработанной гранью АВ (см. фиг. 3,б).
После обработки всех трех граней, транспортер 5 срабатывает в режиме транспортирования, гребенки 8 описывают полную задмкнутую траекторию, обработанная заготовка удаляется из ручья подкладки 21, а на ее место укладывается новая.
Предмет изобретения
Станок для насекания напильни1ков с ударным механизмом и столом, на котором установлена загото1вка, отличающийся тем, что, с целью полной автоматизации процесса, станок снабжен щаговым транспортером, выполненным в виде двух пар неподвижных гребенок, установленных по обеим сторонам ударного механизма, и двух расположенных параллельно ненадвижных гребено к, движущихся от рычажно-кривощипного механизма, кривошип которого совершает полный или частичный поворот посредством гидродили1ндра с регулируемым ходом поршня.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ НАСЕКАНИЯ НАПИЛЬНИКОВ | 1973 |
|
SU367977A1 |
| Автомат для насекания надфилей | 1979 |
|
SU772760A1 |
| Кантователь заготовок | 1986 |
|
SU1407645A1 |
| Станок для насекания напильников и механизм ориентирования обрабатываемой поверхности заготовки относительно инструмента | 1981 |
|
SU1021064A1 |
| Станок для насекания напильников | 1984 |
|
SU1237332A1 |
| СТАНОК ДЛЯ НАСЕКАНИЯ НАПИЛЬНИКОВ | 1933 |
|
SU35534A1 |
| УДАРНЫЙ МЕХАНИЗМ СТАНКА ДЛЯ НАСЕКАНИЯ НАПИЛЬНИКОВ | 1967 |
|
SU193277A1 |
| СТАНОК ДЛЯ НАСЕКАНИЯ НАПИЛЬНИКОВ | 1964 |
|
SU164772A1 |
| Автомат для насекания надфилей | 1986 |
|
SU1360922A1 |
| Шаговый конвейер | 1980 |
|
SU933571A1 |
20
2
иг.З
