Известен способ изготовления труб с кольцевыми гофрами при помощи охватывающих трубную заготовку матриц путем подачи в нее жидкости под давлением, обеспечивающей предварительное выпучивание материала между матрицами и последующее формование гофров при сближении последних. Однако этот способ не позволяет получать достаточно качественные детали.
Для повышения качества обрабатываемых деталей предварительное выпучивание материала осуществляют за два этапа: вначале выпучивают лишь части заготовки вблизи матриц, предотвращая выпучивание средних частей между ними, а затем выпучивают и эти средние части, придавая участкам заготовки между матрицами форму, близкую к сферической.
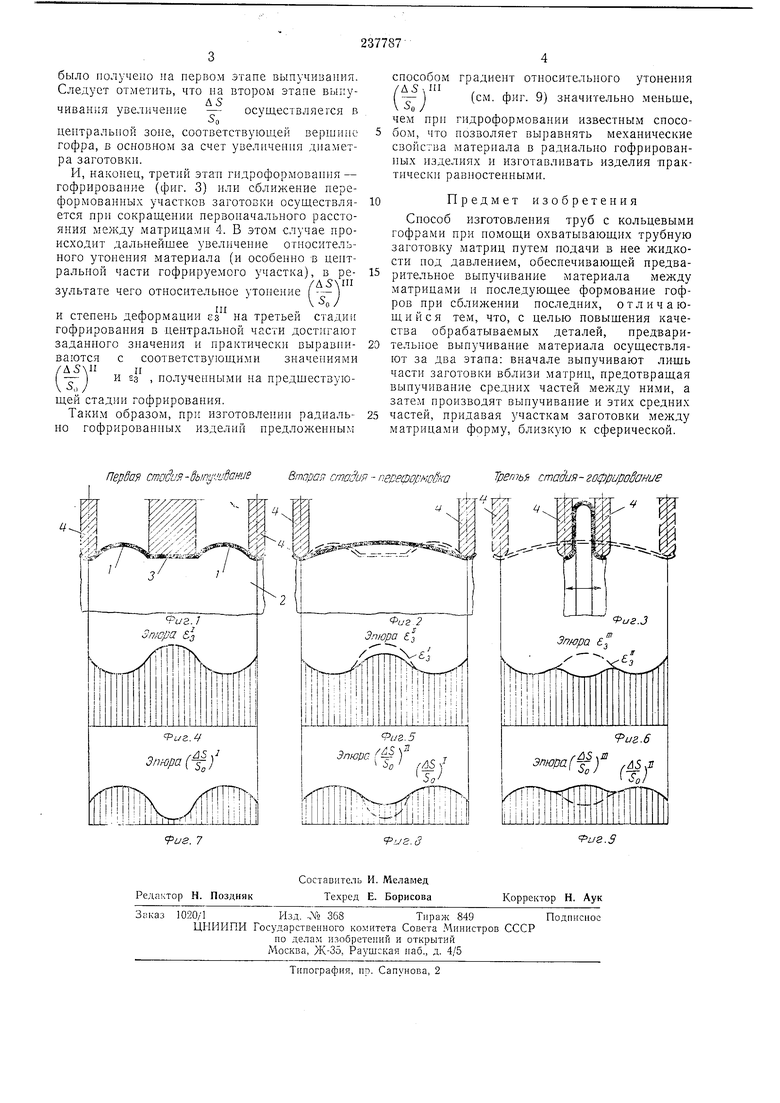
На фиг. 1-3 представлены последовательные этапы гофрирования; на фиг. 4-6 - эпюры степени деформации; па фиг. 7-9 - эпюры относительного утонения материала на этапах.
На первом этапе гидроформования выпучивают только те участки 1 трубной заготовки 2, которые расположепы вблизи будущих впадип гофра, создавая условия, исключающие возникновепие пластических деформаций в зоне 3 будущих вершин гофра.
дет достигнуто утонение (а следовательно, и упрочненне) материала, соответствующее (или равное) будущим утонению и упрочнению в зоне 3 будущих вершины гофра, сбрасывают давление жидкости в трубной заготовке и снимают блокаду пласт 1ческих деформаций в зоне будущей вершины гофра.
После вынучиванпя материала па участках 1 форма трубной заготовки будет соответствовать форме поверхности, показанной па фиг. 4. На фиг. 4, 7 показаны эпюры степени
деформации ез - и относительного утоне/А5 1
но длине развертки гофра носния
5„
ле первого этапа гофрирования трубы, где S - толщина стенки, 5о - начальная толщина стенки, Л5 - изменение ее толщины. На втором этапе гофрирования (см. фиг. 2) осуществляется переформовка преднамеренно выпученных участков заготовки под действием давления жидкости, в результате KOTopoii переформовываемая поверхность (показапа на фпг. 2 пунктиром) приобретет сферическую НЛП близкую к ней форму. Прн этом, как это видно из эпюры, изображенной на фиг. 8,
относнтельные утонення { - в централь
| название | год | авторы | номер документа |
|---|---|---|---|
| Сильфон и способ его изготовления | 1990 |
|
SU1742558A1 |
| Способ изготовления труб с кольцевыми гофрами и устройство для его осуществления | 1987 |
|
SU1535664A1 |
| Способ последовательного гидроформования кольцевых гофр на трубной заготовке и устройство для его осуществления | 1987 |
|
SU1479166A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ТРУБ | 1998 |
|
RU2148458C1 |
| Способ изготовления сильфона | 2020 |
|
RU2732845C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2003 |
|
RU2241561C1 |
| Способ изготовления гофрированных труб | 1986 |
|
SU1530292A1 |
| Способ изготовления сильфона | 2023 |
|
RU2831076C1 |
| Способ изготовления гнутых профилей | 1985 |
|
SU1291240A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |

