Предлагаемая установка для сварки спиральношовных тонкостенных труб предназначена для авиационной промышленности и может быть использована на иредприятиях, занимающихся Производством гибких металлических рукавов, кошпенсаторов, сильфонов и тон;костенных труб.
Известна установка, содержащая механизм формования трубы, выполненный в виде оправки с Копиром, и сварочное устройст во.
Предложенная установка отличается от известной тем, что механизм формования трубы содержит дзе параллельно расположенные оправки, снабжеиные разрезны.ми втулками. Они состоят из иескольких частей, имеющих возможность относительного осевого перемещения. Каждая из иих с одного торца подпружинена, a с другого имеет ролик, взанмодейСТВуЮЩ Й с копиром.
Это повышает качество изготовляемых труб.
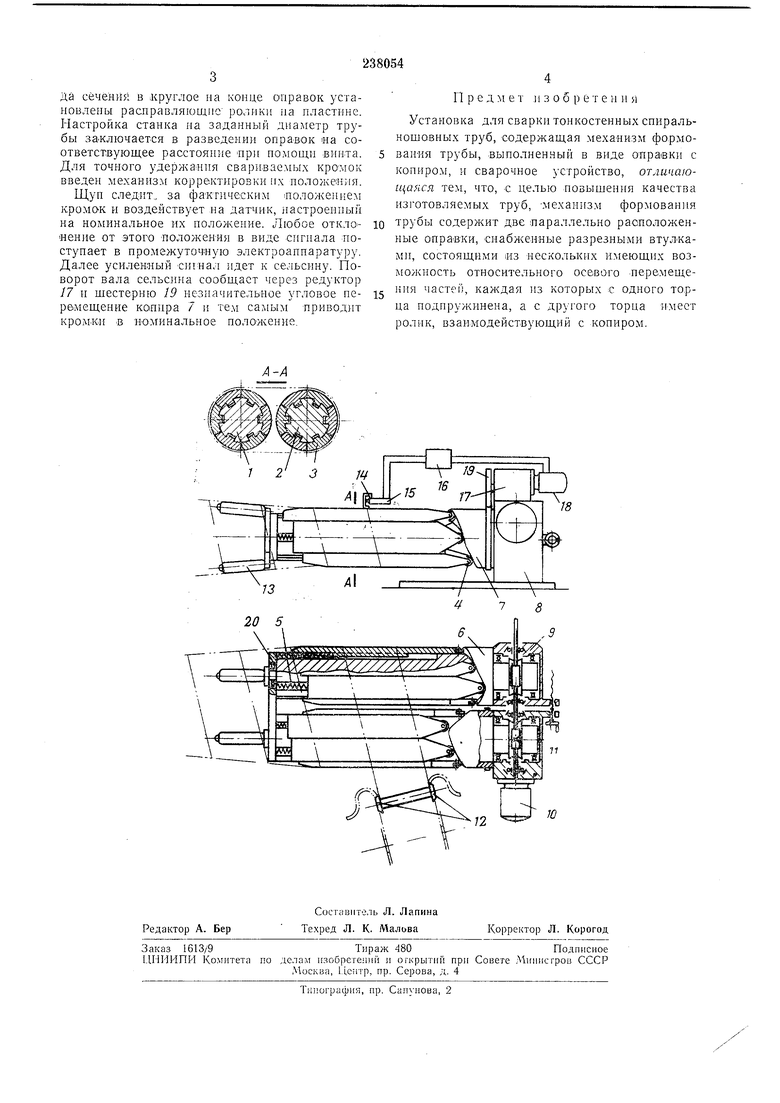
На чертеже изображена описываемая установка.
Она состоит из штанг / и 2, разрезной втулки 3, подвижные части которой снабжены роликами 4 на концах возвратных пружин 5, копиров 6 и 7, редукторов 8 и 9, электромотора 10, винта //, ножей 12, расправляющих роликов УЛ, щупа 14, нндукцианного датчика 15, промежуточной электроаппаратуры 16, малого
редуктора 17, сельсина 18, шестерни 19 и пластины 20.
Разрезные втулки установлены в продоль}1ых пазах на штангах. Правые концы подвнжных частей втуло:К несут на себе ролики 4, когорые соприкасаются с фасонным торцом копиров. Пружины 5 поджимают нодвижные части втулок к копирам. Штанги вращаются от электромотора при помощи червячных передач. При повороте щтанг копиры остаются неподвижными, и поэтому ролики 4 «атятся по фасонному торцу копиров, перемешая втулки виеред или назад вдоль оси штанги.
Лента, откалиброванная по ширине ножами, наматывается на две оправки, охватывая их снаружи. Оправки И:меют вращательное движение с одной угловой скоростью. Подвижные части втулки с обеих онравок перемещаются с одной скоростью в направлении схода трубы, что обесиечивастся одинаковым подъемом винтовой поверхности торцов у кониров. Подвижные части втулок возвращаются в тот момент, когда они выходят из контакта со свариваемой трубоГ. Сварка трубы производится на первом витке.
Отформованная и сваренная труба в первоначальный момент имеет эллипсное сечен 1е, так как охватывает две оправки, но по мере схода с них, она пр1шимает круглое сечение. Для более иадсжиого и правильного перехо
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для лужения деталей | 1984 |
|
SU1194617A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ БУМАЖНЫХ ЦИЛИНДРОВ | 1970 |
|
SU274647A1 |
| СТАНОК ДЛЯ ПРОИЗВОДСТВА ТРУБ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 2013 |
|
RU2542051C2 |
| УСТРОЙСТВО для НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ ИЗ СТЕКЛОПЛАСТИКОВ | 1969 |
|
SU234650A1 |
| УСТАНОВКА ДЛЯ НАМОТКИ ЛЕНТЫ НА ОПРАВКУ | 2008 |
|
RU2399575C2 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ И УПАКОВКИ В НИХ МЕЛКОШТУЧНЫХ ПРЕДМЕТОВ | 1967 |
|
SU201191A1 |
| УСТРОЙСТВО для УПАКОВКИ СТЕРЖНЕОБРАЗНЫХ | 1973 |
|
SU397429A1 |
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| ИЗГОТОВЛЕНИЯ ПАКЕТОВ И УПАКОВКИ В НИХ КРУПНОГРАНУЛИРОВАННОГО ПРОДУКТА | 1969 |
|
SU236298A1 |
| Автомат для изготовления спиральных изделий | 1981 |
|
SU1026909A1 |
