(54) ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЯХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп с устройством для выталкивания изделий | 1990 |
|
SU1734909A1 |
| ШТАМП ДЛЯ ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ | 1969 |
|
SU238335A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Выталкиватель пресса | 1979 |
|
SU961994A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТА | 1971 |
|
SU414031A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| БНЬ..К ОТЕКАШТАЛ1П для | 1970 |
|
SU260368A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
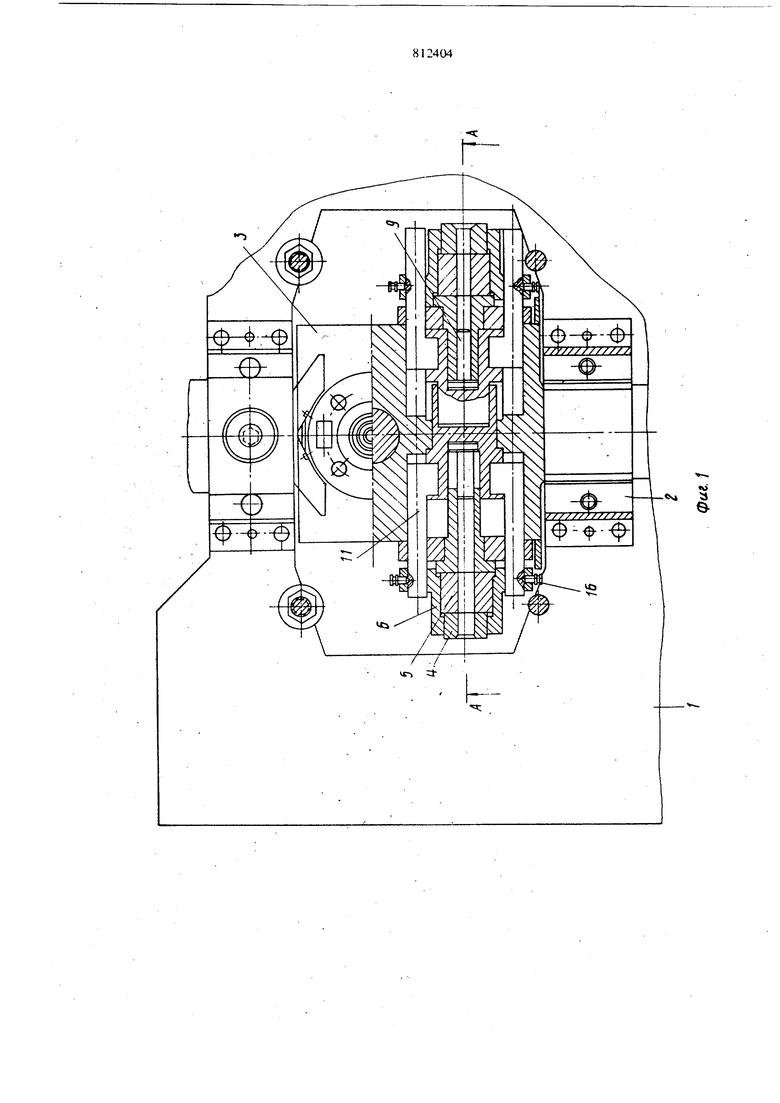
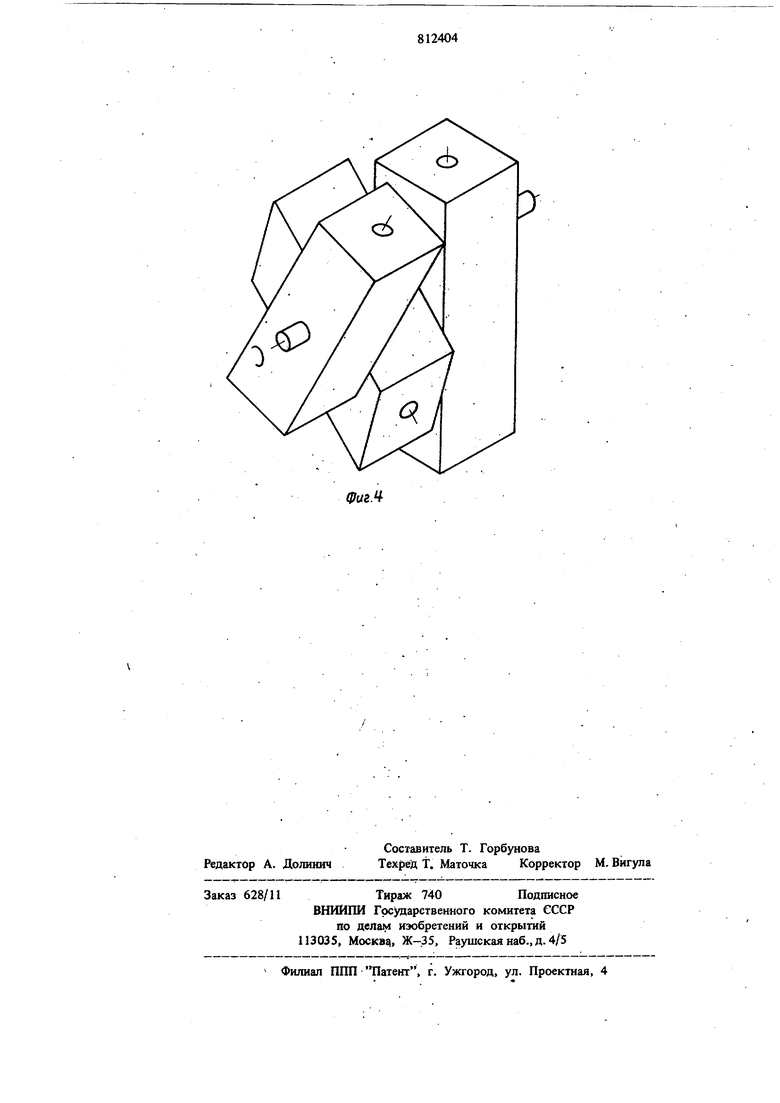
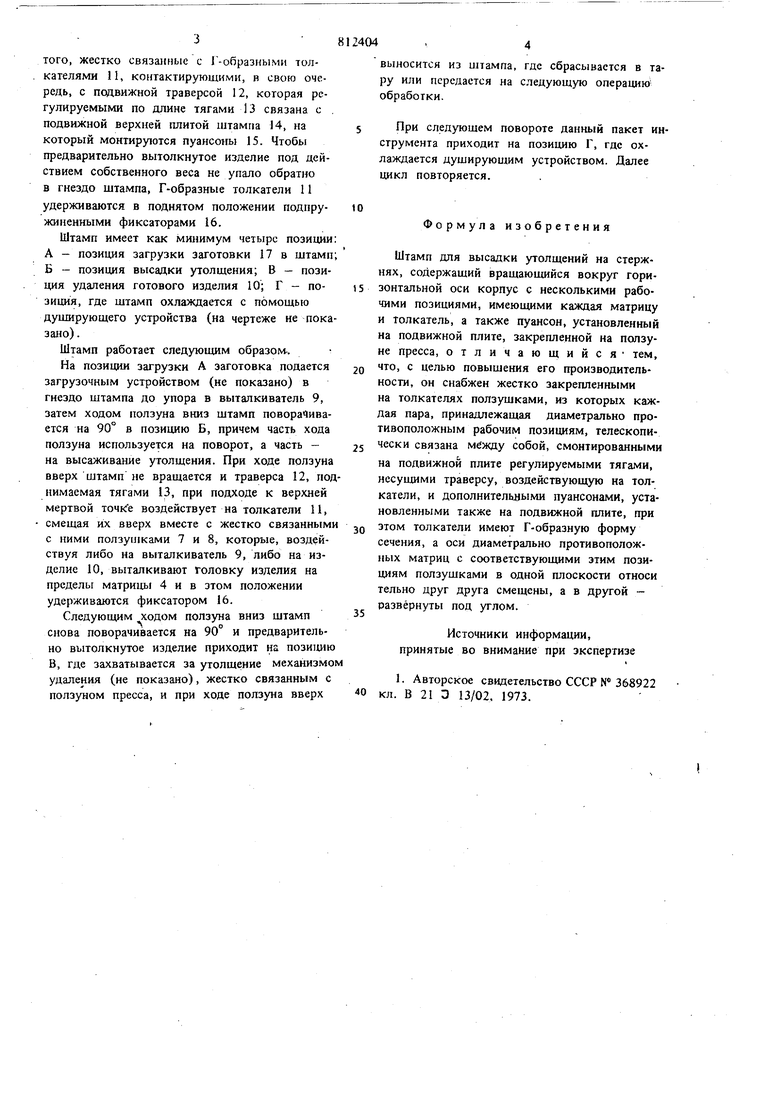
Изобретение относится к кузнечно-прессово му оборудованию и может быть использовано для высадки утолщений на стержневых детал Известен штамп для высадки утолщений н стержнях, содержащий вращающийся вокруг горизонтальной оси корпус с несколькими рабочими позициями, имеющими каждая матрицу и толкатель, а также пуансон, установленный на подвижной плите, закрепленной на ползуне пресса 1 . Однако, известный щтамп недостаточно про изводителен, так как большое количество времени уходит на удаление высаженной дета ли.. Цель изобретения - повышение производительности. Указанная цель достается тем, что штамп снабжен жестко закрепленными на толкателях ползушками, из которых каждая пара, принадлежащая диаметрально противоположным рабочим позициям, телескопически связана между собой, смонтированными на подвижной плите регулируемыми тягами, несущими траверсу, воздействующую на толкатели, и дополнительными пуансонами, установленными также на подвижной плите, при этом толкатели имеют Г-образную форму сечения, а оси диаметрально противоположных матриц с соответствующими этим позициям ползушками в одной плоскости относительно друг друга смещены, а в другой развернуты под утлом. На фиг. 1 - изображен щтамп в плане; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - схема расположения двух диаметрально противоположных рабочих позиций; на фиг. 4 - схема расположения трех диаметрально противоположных рабочих позиций. На подщтамповой плите 1 в подшипниках 2 смонтирован корпус 3 штампа, выполненный заодно с цапфами. В корпусе устанавливаются- пакеты .инструмента, состоящие из матриц 4 и подставок 5, закрепляемые с помощью бандажей 6. Внутри .корпуса в отверстиях расположены телескопически сочлененные ползущки 7 и 8. Контактирующие либо с выталкивателем 9 готового изделия, либо с самим готовым изделием 10, и, кроме 3 того, жестко связанные с Г-образкыми толкателями 11, контактирующими, в свою очередь, с подвижной траверсой 12, которая регулируемыми по длине тягами 13 связана с . подвижной верхней плитой штампа 14, на который монтируются пуансоны 15. Чтобы предварительно вытолкнутое изделие под действием собственного веса не упало обратно в гнездо штампа, Г-образные толкатели 11 удерживаются в поднятом положении подпружиненными фиксаторами 16. Штамп имеет как минимум четыре позиции А - позиция загрузки заготовки 17 в штамп Б - позиция высадки утолщения; В - позиция удаления готового изделия 10; Г - позиция, где штамп охлаждается с помощью душируюшего устройства (на чертеже не пока зано) . Штамп работает следующим образом. На позиции загрузки А заготовка подается загрузочным устройством (не показано) в гнездо щтампа до упора в выталкиватель 9, затем ходом ползуна вниз штамп поворачивается на 90° в позицию Б, причем часть хода ползуна используется на поворот, а часть - на высаживание утолщения. При ходе ползуна вверх штамп не вращается и траверса 12, под нимаемая тягами 13, при подходе к верхней мертвой точкГе воздействует на толкатели 11, смещая их вверх вместе с жестко связанным с ними ползущками 7 и 8, которые, воздействуя либо на выталкиватель 9, либо на изделие 10, выталкивают головку изделия на пределы матрицы 4 и в зтом положении удерживаются фиксатором 16. Следующим ходом ползуна вниз штамп снова поворачивается на 90° и предварительно вытолкнутое изделие приходит на пози1шю В, где захватывается за утолшение механизмо удаления (не показано), жестко связанным с ползуном пресса, и при ходе ползуна вверх выносится из штампа, где сбрасывается в тару или передается на следующую операцию обработки. При следующем повороте данный пакет инструмента приходит на позицию Г, где охлаждается дущирующим устройством. Далее цикл повторяется. Формула изобретения Штамп для высадки утолщений на стержнях, содержащий вращающийся вокруг горизонтальной оси корпус с несколькими рабочими позициями, имеющими каждая матрицу и толкатель, а также пуансон, установленный на подвижной плите, закрепленной на ползуне пресса, отличающийся тем, что, с целью повышения его производительности, он снабжен жестко закрепленными на толкателях ползушками, из которых каждая пара, принадлежащая диаметрально противоположным рабочим позициям, телескопически связана между собой, смонтированными на подвижной плите регулируемыми тягами, несущими траверсу, воздействующую на толкатели, и дополнительными пуансонами, установленными также на подвижной плите, при зтом толкатели имеют Г-образную форму сечения, а оси диаметрально противоположных матриц с соответствующими этим позициям ползушками в одной плоскости относи тельно друг друга смещены, а в другой - развёрнуты под углом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 368922 кл. В 21 D 13/02, 1973. / - А
фиг.I
