Известен способ изготовления контактных блоков по авт. ,ов. № 147607.
Цель изобретения - обеспечить возможность изготовления конта|Ктных блоков ,с многоярусным расположением токопроводящи.х ла:мелей.
Достигается это вырубкой в заготовках ламелей пазов наряду с ожвами, оставлением перемычек, соединяющих ламели между собой, и формирован.ием бло-ка с -последующей вырубкой упомянутых перемычек.
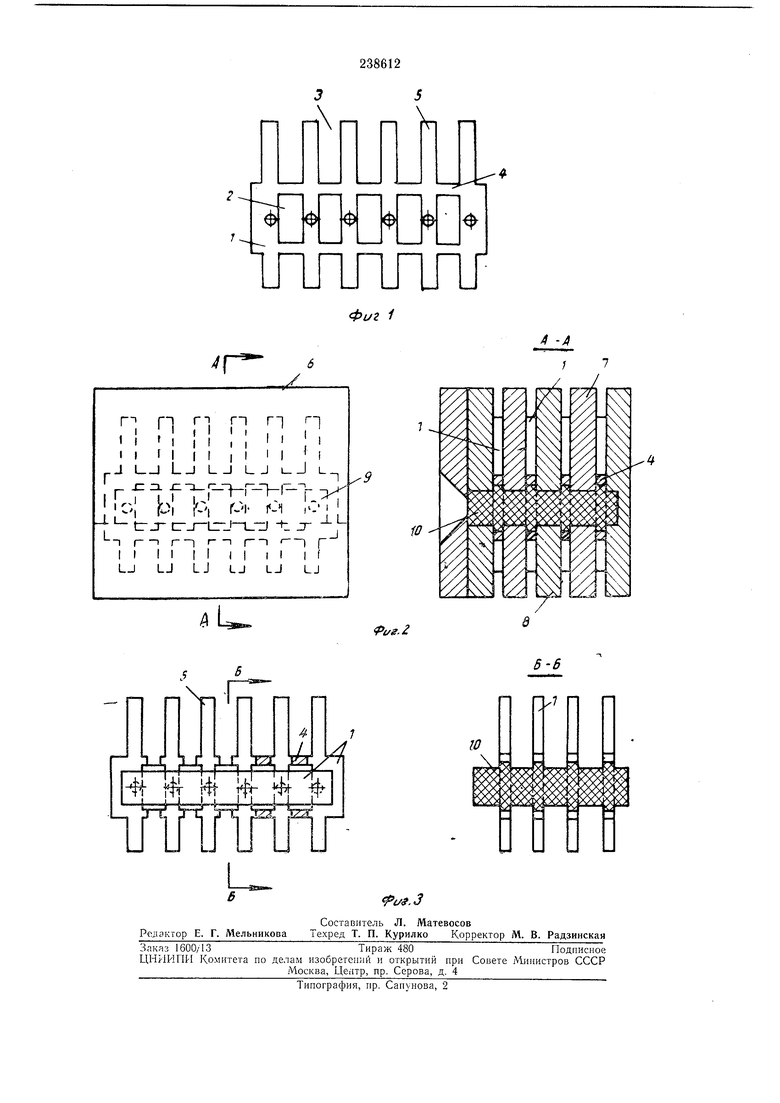
На ф,иг. 1 изображена заготовка контактной пластины; на фиг. 2-фо.рма с установленными в ней заготовками перед опрессовкой, с разрезом по А-А на -фиг. 3 - готовый контактный блок с разрезам по Б - Б.
Заготовка контактной пластины / имеет вырубленные окна 2 И пазы 3 с двух сторон, между которыми оставлены, перемычки 4, соединяющие ламели 5 между собой. Для опрессовки объемных контактных блоков, т. е. с многоярусным расположением ламелей 5, используется разъемная оресоформа 6, набранная из плоских вкладыщей 7 и 8, между которыми закладывают заготовки контактных пластин /. Вкладыши 7 имеют сквозные пазы 9, которые уже окон 2, вырубленных IB заготовках контактных пластин /. Паз 9 сбоку пе,рекрывается боковой поверхностью вкладыша 8. При ерессформы 6 вкладыши 7 .и 8 сопрягаются с ламелям-и 5 по плоскостям, в результате чего обеспечивается надежное уплотнение рядов армату1ры (заготовок). Расстояние между рядами ламелей 5 задается и сохраняется в процессе формовки (опрессов1ки) преосформы 6 плоскими вкладыщами 7 и 8. После формовки блок извлекают из прессформы 6 и удаляют литник (на чертежах не показан), затем перемычки 4 вььрубают на штампе. Таким образом, контактный блок содержит несколько параллельно расположенных друг над другом контактных пластин /, опрессованных в пластмассовое основание 10.
Предмет изобретения
Способ изготовления контактных блоков по авт. св. Ло 147607, отличающийся тем, что, с целью изготовления блоков с многоярусным расположением токоприводящих ламелей, в заготовках ламелей наряду с окнами вырубают пазы, оставляя пе(ремычки, соединяющие ла.мели между собой, а ,между рядами заготовок размещают плоские -вкладышей и формируют блок из пластического материала, после чего вырубают упо(мянутые перемычки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления коллектора электрической машины | 1981 |
|
SU978252A1 |
| ВСЕСОЮЗНАЯ ^шлтмтШ'^^шf-?^srtHOTEKAJr.k-«i'A:^-T..V?.-:uuj^?AVS?*-tfC»».c^^»n -l»^ »^ | 1973 |
|
SU370665A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО КОЛЛЕКТОРА И ПРОВОДЯЩАЯ ЗАГОТОВКА ДЛЯ ПЛОСКОГО КОЛЛЕКТОРА | 2005 |
|
RU2361339C2 |
| Способ изготовления коллектора электрической машины | 1980 |
|
SU1030899A1 |
| Способ изготовления контактных гнезд | 1984 |
|
SU1365191A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| Способ изготовления контактных элементов | 1988 |
|
SU1513554A1 |
| ЗАГОТОВКА ДЛЯ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕЕ ПОЛУЧЕНИЯ | 1999 |
|
RU2147984C1 |
| Автомат для изготовления бумажных конусообразных стаканчиков | 1974 |
|
SU505586A1 |
| Способ изготовления торцевого коллектора электрической машины | 1977 |
|
SU699594A1 |