Известны фрезерно-сверлильные станки, на которых можно обрабатывать пазы и отверстия. Однако в них фрезерные и сверлильные головки расположены таким образом, что каждая из них обрабатывает свою поверхность, а последовательное фрезерование и сверление одних поверхностей невозможно.
В предложенном станке, с целью последовательного фрезерования паза и сверления в нем отверстий за одну установку, оси сверлильных головок расположены в плоскости фрез.
Кроме того, для исключения воздействия боковых сил кулачкового механизма его ведомое звено связано со столом через водило, плавающее в поперечном направлении.
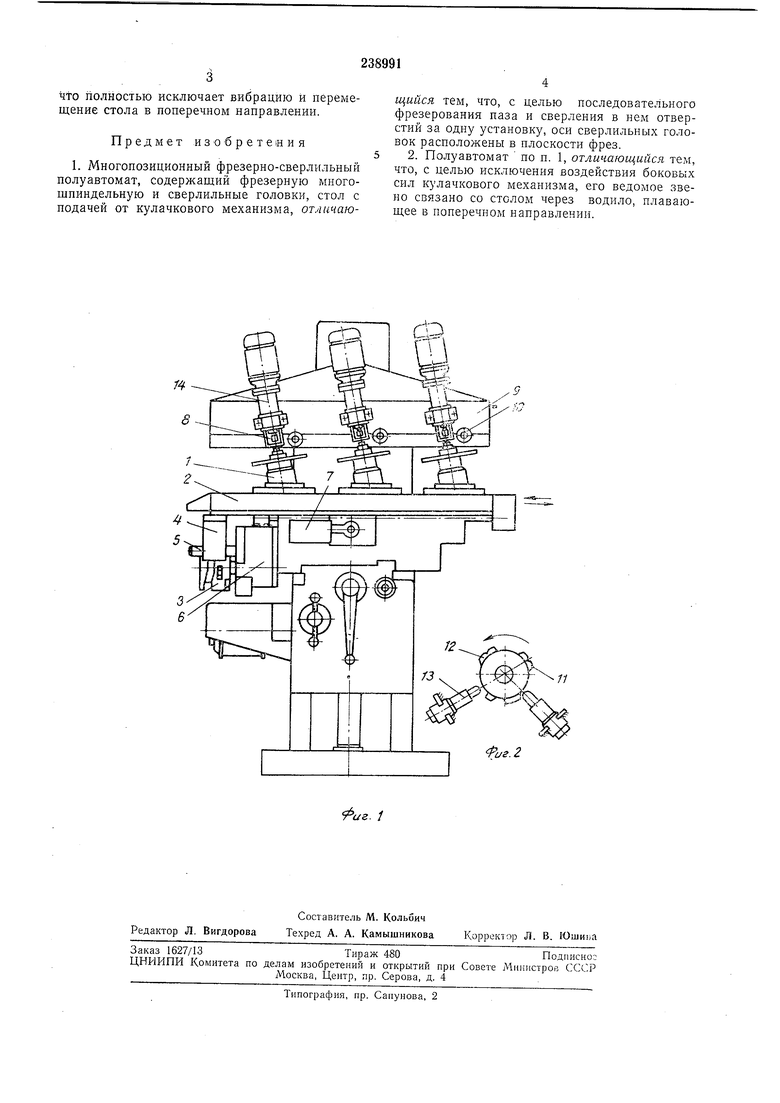
На фиг. 1 изображен многопозидионный фрезерно-сверлильный полуавтомат, общий вид; на фиг. 2-расположение упоров и золотников управления.
Обрабатываемая деталь зажимается делительной головкой 1, установленной на столе 2. Подача производится в продольном направлении от кулачка 3 через ведомое звено 4, имеющее направляющие скалки 5. Ведомое звено и скалки служат для разгрузки стола от боковых сил, возникающих при вращении кулачка, привод которого производится через устройство отбора мощности 6 и кулачковую муфту 7. Сверлильные головки 8 установлены
на фрезерной головке 9, причем оси их находятся в плоскости фрез 10.
На кулачке смонтированы упоры // и 12,
которые, нажимая на золотники 13, включают
в работу сверлильные и делительные головки.
При включении кулачковой муфты кулачок продольной подачи получает вращение и через ведомое звено двигает стол, производя рабочую подачу фрезерования. Обратный ход стола осуществляется этим же кулачком, детали отводятся от фрез и в конце хода останавливаются напротив сверлильных головок. В это время упор 12 нажимает на золотник,
включая пневмоцилиндр 14 подачи сверла. При сверлении в одном пазу двух отверстий стол отодвигается еще на величину, заданную профилем кулачка 3, и сверление производится аналогичным образом. По окончании его в
работу включаются делительные головки, после чего производится обработка следующего паза.
Для разгрузки стола от действия боковых сил, возникающих при подаче от кулачка, передача движения столу производится через водило от ведомого звена, имеющего направляющие скалки 5, которые и воспринимают боковые нагрузки. Кроме того, водило ведомого звена установлено в посадочном месте
что пол1ностью исключает вибрацию и перемещение стола Б поперечном направлении.
Предмет изобретения
1. Многонозиционный фрезерно-сверлильный полуавтомат, содержащий фрезерную многощпиндельную и сверлильные головки, стол с подачей от кулачкового механизма, отличающийся тем, что, с целью последовательного фрезерования паза и сверления в нем отверстий за одну установку, оси сверлильных головок расположены в плоскости фрез.
2. Полуавтомат по п. 1, отличающийся тем, что, с целью исключения воздействия боковых сил кулачкового механизма, его ведомое звено связано со столом через водило, плавающее в поперечном направлении.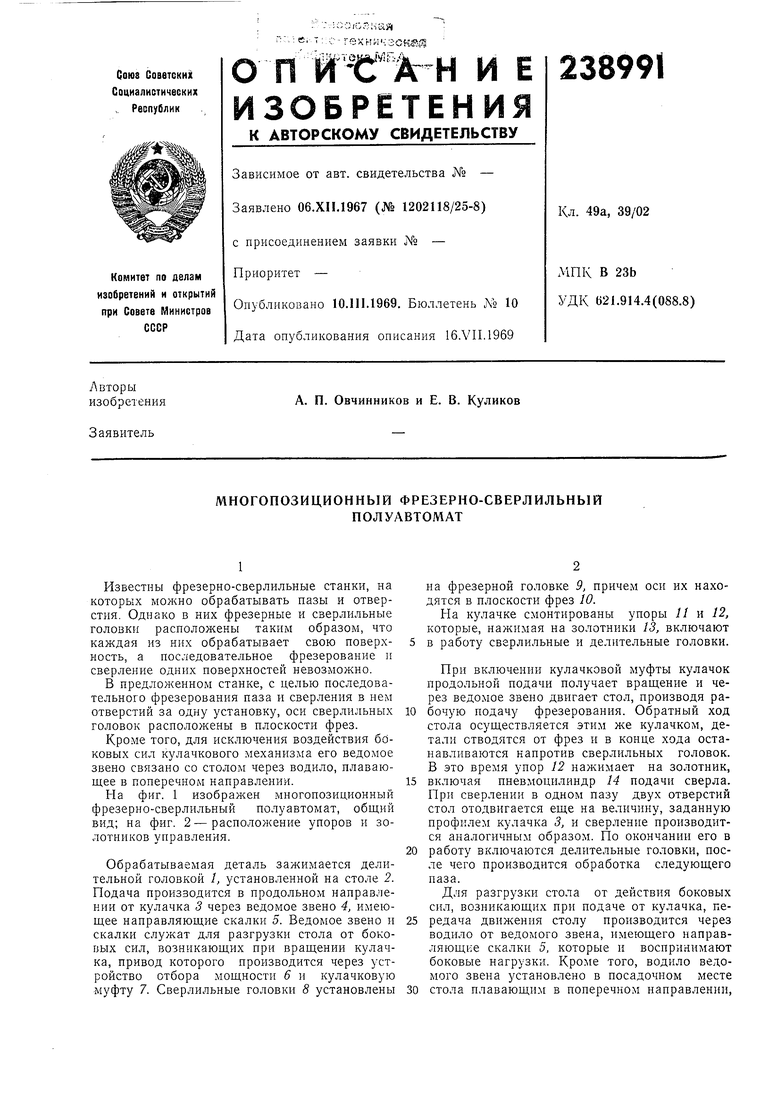
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| Сверлильно-фрезерный станок для обработки передней стенки мебельных ящиков | 1987 |
|
SU1435430A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1992 |
|
RU2033914C1 |
| Многопозиционный станок | 1980 |
|
SU944832A1 |
| Полуавтоматический станок для совместной обработки грифа и корпуса музыкальных инструментов | 1986 |
|
SU1339016A1 |
| Способ фрезерования кулачков | 1940 |
|
SU63300A1 |
| Сверлильно-резьбонарезной полуавтомат | 1983 |
|
SU1098700A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1969 |
|
SU252049A1 |
| Полуавтоматический агрегат для ремонта старогодных железнодорожных шпал | 1961 |
|
SU142674A1 |
| Полуавтомат для фрезерования уреза подошвы для обуви | 1962 |
|
SU151948A1 |
. 1
