Известны установки для охлаждения проката, включающие транспортирующий рольганг, над которым установлены нрижимиые ролики, перемещаемые но высоте от нажимного механизма, и размещенное между транспортирующими ролика ми рольганга охлаждающее устройство с подачей охладителя сжатым воздухом.
Отличительная особенность предложенной установки заключается в том, что она снабжена поршневыми толкателями, размещенными с обоих концов рольганга, который на участке расположения охладительного устройства выполнен реверсивным. Такое конструкторское выполнение установки позволяет моделировать процесс охлаждения на производственных станах.
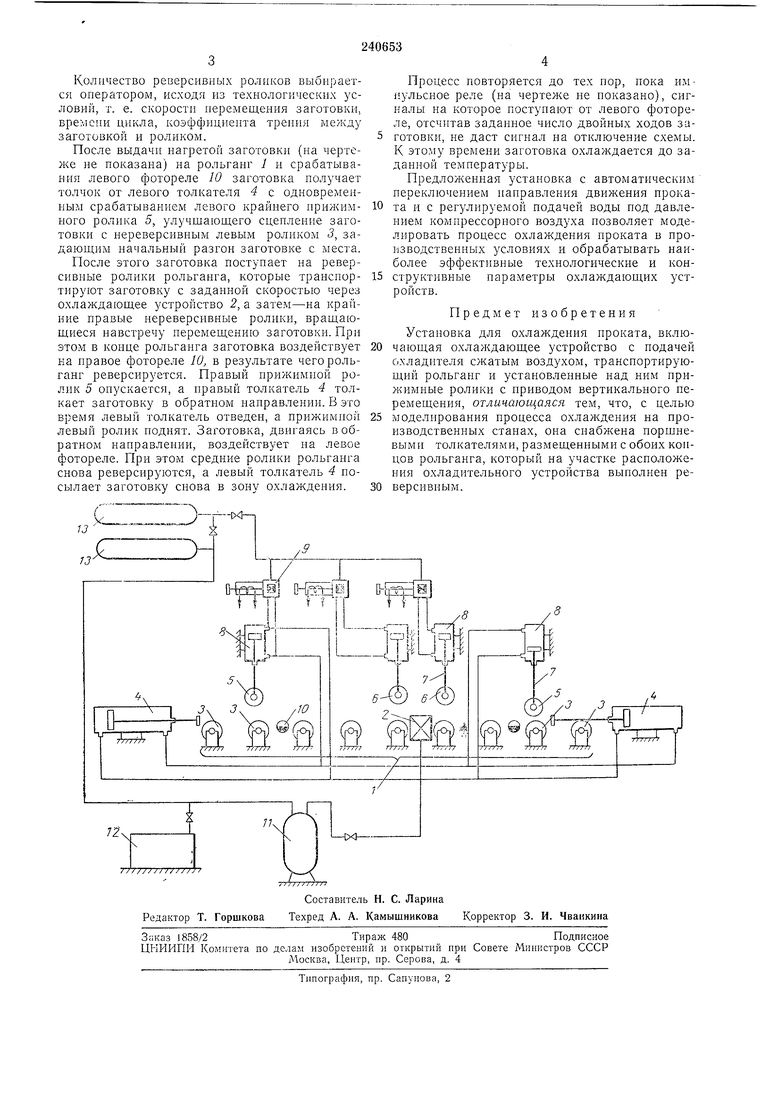
На чертеже представлена кинематическая схема установки для охлаждения проката.
Установка включает в себя транспортирующий рольганг 1, между роликами которого установлено охлаждающее устройство 2, причем на участке расположения охлаждающего устройства (зона охлаждения) рольганг выполнен реверсивным, а крайние ролики 3 рольганга имеют индивидуальный привод от двигателей постоянного тока (на чертеже не показаны).
поршневые пневматические толкатели 4 (правый и левый), обеспечивающие ритмичное движение заготовки по рольгангу и постоянство скорости прохождения заготовки через участок охлаждающего устройства.
Над рольгангом 1 размещены крайние прижимные ролики 5 (правый и левый) и средние прижимные ролики 6 (правый и левый),уменьшающие вибрацию перемещаемого изделия.
Каждый прижимной рол1п имеет привод вертикального перемещения, осуществляемый посредством соединения роликов со щтоками 7 поршневых пневматических цилиндров 8. Цилиндры управляются электропневматнческими
распределителями 9 от фотореле 10 (правого и левого). Фотореле расположены на уровне оси проката между роликами рольганга (зона охлаждения изделия).
Для подачи охлаждающей жидкости в охладительное устройство исиользуется наполнительный бак П, заполненный водой, которая вытесняется из него сжатым воздухом, получаемым от компрессора 12 и накапливаемым в ресиверах /5.
Работа установки происходит следующим образом. Включением двигателей осуществляют в автоматическом режиме работу реверсивного рольганга (средние ролики), питаемого от одного генератора, и нереверсивную работу
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки длинномерного проката и автоматический комплекс для его осуществления | 1987 |
|
SU1625557A1 |
| СТАНОК ДЛЯ ШЕРОХОВКИ И КЛЕЕПРОМАЗКИ СТЫКОВ | 1964 |
|
SU166482A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА КОНЦОВ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ИХ ПОДАЧИ К ТЕХНОЛОГИЧЕСКИМ ПОЗИЦИЯМ | 1999 |
|
RU2150517C1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| Кантователь заготовок | 1986 |
|
SU1371731A1 |
| Установка для резки листового проката | 1987 |
|
SU1470468A1 |
| ОПЕРАТОР ДЛЯ ПРОКАТКИ НОСКОВ И ХВОСТОВИКОВ | 1964 |
|
SU162018A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| ДИСКОВЫЙ КЛЕЙМИТЕЛЬ ДЛЯ СОРТОВОГО и ФАСОННОГОПРОКАТА | 1968 |
|
SU208648A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
