5 10
/4
СО
«к
СО
/5
Изобретение относится к металлургии, конкретно к оборудованию прокатных станов, и может быть использовано для кантователей, установленных, например, перед прокатной кпетью.
Цель изобретения - упрощение конструкции и уменьшение массы при увеличении быстродействия и исключения ударов заготовки о ролики рольганга,
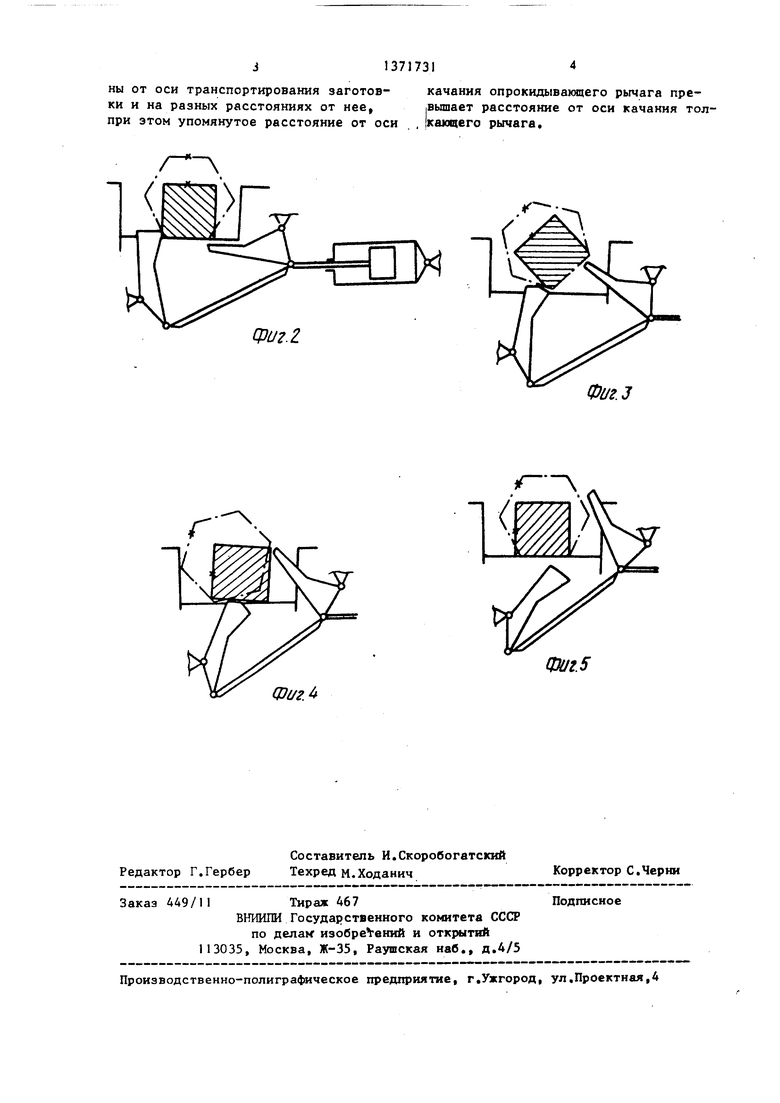
На фиг.1 показан предлагаемый кантователь, продольный разрез; на фиг о 2-5 - то же, последовательные положения кантователя и заготовки в процессе кантования,
Кантователь квадратной 1 или шестигранной 2 заготовки на рольганге 3 содержит шатун А, толкатель 5 и опрокидыватель 6, выполненные в виде поворотных в вертикальной плоскости двуплечих рычагов, расположенных между роликами рольганга и закрепленных соответственно на валах 7 и 8, привод в виде поршневого цилиндра 9, при этом шатун связан с нижними тор- цами рычагов шарнирами 10 и 11, а толкающие рычаги установлены с возможностью опускания их верхнего торца 12 за полный ход поршня 13 ниже уровня роликов рольганга. Поршневой цилиндр закреплен на раме 14 шарниром 15, а его шток связан шарниром П с рычагом 6, Кантователь имеет автоматическое управление от фотореле 16,
Кантователь работает следующим образом.
Заготовка 1 или 2 транспортируется рольгангом 3 до пересечения с чаправлением луча фотореле 16, которое подает импульс на включение привода 9, от чего начинают поворачиваться опрокидывающие и одновременно через шатун 4 толкающие рычаги в направлении к заготовке. Так как опрокидывающие рычаги 6 установлены с возможностью запаздывания взаимодействия с заготовкой по сравнению с началом взаимодействия с заготов
кой толкаюпшх рычагов 5, то первыми
войдут во взаимодействие с заготовкой толкающие рычаги и пододвинут заготовку к опрокидывающим рычагам. Рычаги 6 начинают опрокидывать заготовку на верхние торцы 12 толкающих рычагов, которые в момент опрокидывания заготовки находятся под заготов- кой и выступают над фовнем роликов.
0 5 О
5
д
0
вследствие чего заготовка падает на рычаги, которые при дальнейшем повороте перемещают заготовку на прежнее место и плавно опускают скользящим движением на ролики, опускаясь сами своими верхними торцами ниже уровня роликов, Скантованная заготовка подается рольгангом к обрабатывающей машине. Рычаги возвращаются приводом в исходное положение. После это- го цикл работы повторяется.
Предлагаемый кантователь целесообразно применять для кантования горячих слитков квадратного сечения перед задачей их в прокатную клеть.
Например, на стане 600 необходимость в кантовании обусловлена особенностями нагрева слитков, после которого много окалины на верхней грани. Она ухудшает захват слитка валками, что приводит к потере производительности, поломкам валков. Окалина вдавливается в слиток, ухудшая качество. Если слиток скантовать на 90°, то окалина не ухудшает качество проката.
Технико-экономические преимущества
кантователя заключаются в том, что он позволяет обеспечить плавное опускание опрокидываемой при кантовании заготовки сначала на кантующие рычаги, а затем - по мере их поворота - на ролики рольганга, не прибегая к реверсированию толкателя, при этом заготовка опускается на то же место роликов рольганга, на котором она лежала до кантования,
Формула изобретения
Кантователь заготовок, преимущественно квадратных и шестигранных, на рольганге, включающий раму, толкающие и опрокидьгоающие двуплечие рычаги с осями их-качания, установленными на раме, привод перемещения в виде поршневого цилиндра, отличающийся тем, что, с целью упрощения конструкции и уменьшения массы при увеличении быстродействия и исключения ударов заготовки о ролики рольганга, он снабжен шатуном, концы которого шарнирно связаны со свободными концами толкающего и опрокидывающего рычагов, а оси качания толкающего и опрокидывающего рычагов установлены соответственно ниже и выше уровня рольганга по разные стороны от оси транспортирования заготов- качания опрокидывающего рычага пре- ки и на разных расстояниях от нее вышает расстояние от оси качания тол- при этом упомянутое расстояние от оси , каищего рычага.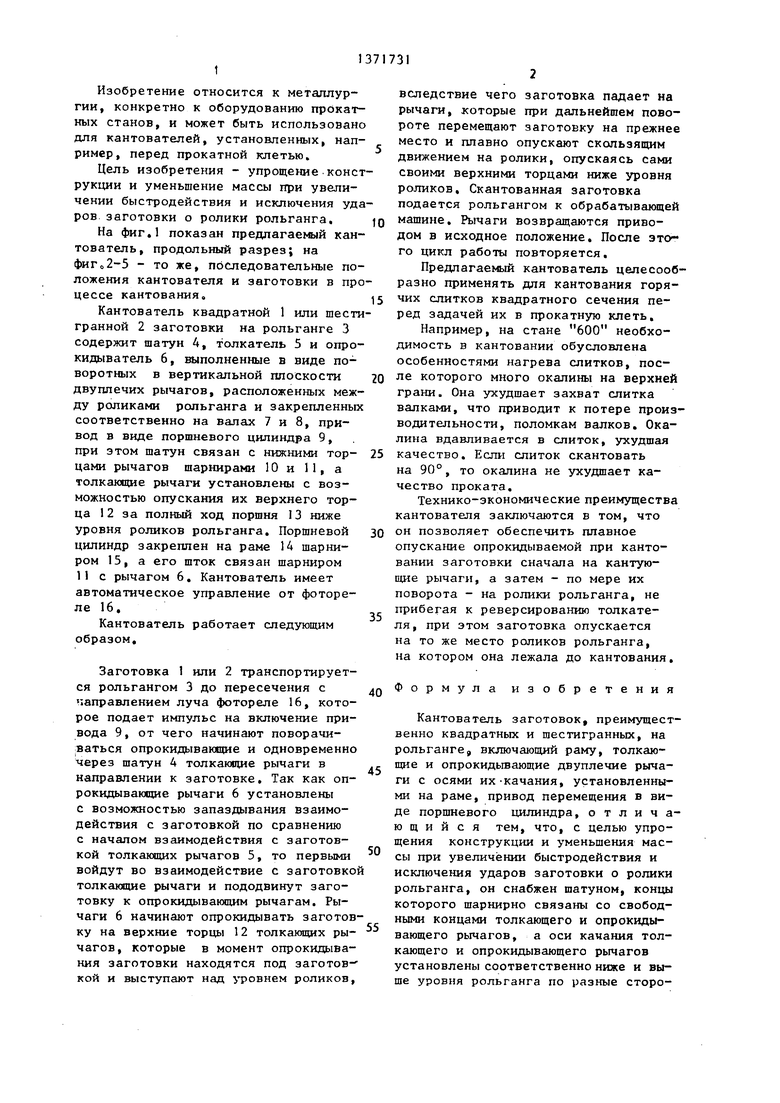
| название | год | авторы | номер документа |
|---|---|---|---|
| Манипулятор с кантователем к обжимному стану | 1936 |
|
SU51014A1 |
| Опрокидыватель слитков | 1937 |
|
SU54161A1 |
| КАНТОВАТЕЛЬ КРИВОЛИНЕЙНЫХ И ПРЯМОЛИНЕЙНЫХ КВАДРАТНЫХ ЗАГОТОВОК | 1993 |
|
RU2038179C1 |
| Устройство для подачи слитков на рольганг | 1989 |
|
SU1678483A1 |
| Стан для непрерывно-реверсивной прокатки | 1975 |
|
SU541511A2 |
| Блюминг-автомат для прокатки блюмов и слябов | 1961 |
|
SU149376A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2001 |
|
RU2224606C2 |
| Кантователь проката | 1988 |
|
SU1532110A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |
Изобретение относится к области металлургии, конкретно к оборудованию прокатных станов, и может быть использовано для кантователей, уста- навливаекых, например, перед прокатной клетью. Цель изобретения - упрощение конструкции и уменьшение массы при увеличении быстродействия и исключении ударов заготовки о ролики рольганга. При включении привода 9 кантователя начинают поворачиваться опрокидывающие 6 и толкающие 5 рычаги в направлении к заготовке, при этом толкающие рычаги, опережая оп- рокидываюпше, первыми входят во взаимодействие с заготовкой и пододвигают ее к опрокидывающим рычагам, которые при поворачивании опрокидывают заготовку на верхние торцы толкающих рычагов, находящиеся в это время выше уровня роликов рольганга. При последующем перемещении рычагов они выходят из зоны кантования, а заготовка подается к прокатному стану, В исходное положение для кантования рычаги возвращаются при реверсировании привода 9, 5 ил. с (Л
Q3U22
ФигЛ
Фиг.З
Фиг. 5
| Королев А.А | |||
| Конструкция и расчет машин и механизмов прокатных станов | |||
| - М | |||
| Металлургия, 1969, с | |||
| Способ получения снабженных окрашенными узорами формованных изделий из естественных или искусственных смол | 1925 |
|
SU429A1 |
| КАНТОВАТЕЛЬ | 0 |
|
SU341554A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
