Известны устройства для сварки термопластов, преимущественно при сварке сосудов с многослойной стенкой, содержащее нагревательный элемент и зажимные губки.
Для повыщения надежности герметизации при сварке сосудов с продольным швом нагревательный элемент у предлагаемого устройства выполнен в виде высокочастотного трубчатого индуктора с прямоугольным сечением трубки и смонтирован в одной из зажимных губок. Кроме того, устройство снабжено цепным транспортером с укрепленными на ней на равном расстоянии друг от друга поворотными державками. В последних установлены цилиндрические вкладыщи для ориентации свариваемого сосуда.
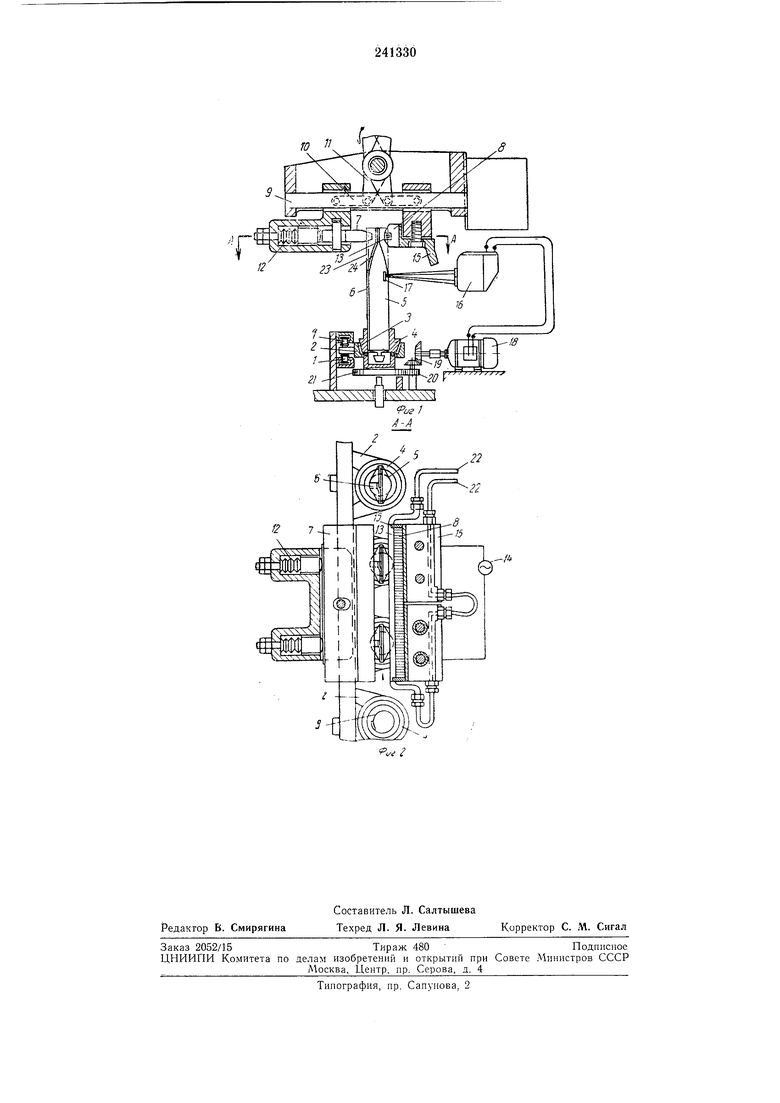
На фиг. 1 и 2 изображено иредлагае.мое устройство и разрез по А-А.
Оно имеет бесконечную ленту, которая состоит из двух цепей 1 и проходит по ведущим и направляющим роликам. На равном расстоянии друг от друга на цепях расположены державки 2. У каждой державки имеется цилиндрический вырез 3. В этом вырезе устанавливается цилиндрический поворотный вкладыш 4, который можно поворачивать в державке 2 и который снабжен чашкой. В последней расположен сосуд 5 трубчатой формы.
выполненный в виде контейнера. У последнего сделаны продольный сварной шов 6 и стенки из слоистого материала, а именно внутренний слой из пластмассы с низким коэффициентом диэлектрических потерь, средний слой - из металла, а наружный слой - из бу.маги или пластмассы. На уровне верхних концов контейнеров расположены два обжимных элемента 7 и 8, подвижно смонтированные на жестких щтоках 9.
Обжимные элементы приводятся в действие с помощью тяг 10, которые связывают обжимные элементы с кривошипными рычагами Л, смонтированными на стационарной оси. Обжимной элемент 7 изготавливается из изолирующего материала и находится под действием чашечной пружины 12. Обжимной элемент 8 содержит кольцевой проводник 13 из меди с прямоугольным или квадратным поперечным
сечением. Этот проводник подсоединяется к источнику 14 тока высокой частоты соединительным блоком 15. Цепи 1 подаются прерывисто, таким образом, что одновременно к обжимным элементам 7 и 5 подаются два контейнера.
к обжимному элементу 7. Для этой цени для каждого контейнера устанавливается индикаторное устройство 16, которое оптически находит положение марки 17 на контейнере и управляет электродвигателем 18, который через конические шестерни 19 и ведущую зубчатую шестерню 20 враш,ает державку и контейнер до тех пор, пока марка 17 не будет воспринята индикаторным устройством 16. Марка 17 на контейнерах располагается так по отношению к сварочному шву 6, что контейнеры всегда сварным швом обраш ены к обжимнол1у элементу 7. Кроме того, ведуш,ая шестерня 20 каждого привода входит в зацепление с фрикпионной поверхностью 21 державки во время закупорки деталей.
Охлаждается проводник 13 путем подключения его к трубопроводу 22, по которому подается холодная вода. Перед процессом обжатия контейнеры имеют форму, соответствующую линии 23, а после обжатия - форму, соответствующую линии 24. Проводник 13 и соединительные блоки 15 образуют одновитковую катущку, наружная новерхность которой соприкасается со стенкой контейнера в процессе
опрессовки. Перед закупоркой конец трубы полностью опрессовывается. Окончательная закупорка в опрессованном районе происходит тогда, когда проводник присоединяется к источнику напряжения, и пластмассовый слой стенки свариваемого сосуда нагревается до температуры размягчения.
Предмет изобретения
Устройство для сварки термопластов, преимущественно при сварке сосудов с многослойной стенкой, содержащее нагревательный элемент и залей мные губки, отличающееся тем,
что, с целью повышения надежности герметттзации при сварке сосудов с продольным швом, нагревательный элемент выполнен в виде высокочастотного трубчатого индуктора с прямоугольныгл сечением трубки и смонтирован
в одной из зажимных губок, причем устройство снабжено цепным транспортером с укрепленными на нем на равном расстоянии друг от друга поворотными державками, в которых установлены цилиндрические вкладыши для
ориентации свариваемого сосуда.
Ю l
i
| название | год | авторы | номер документа |
|---|---|---|---|
| Комплекс для сварки полос | 1989 |
|
SU1646759A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОЙ СВАРКИ УПАКОВОЧНОГО МАТЕРИАЛА | 1997 |
|
RU2179944C2 |
| СВАРОЧНАЯ ГУБКА УПАКОВОЧНОЙ МАШИНЫ | 2003 |
|
RU2348838C2 |
| СПОСОБ СВАРКИ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ СВАРКИ ТЕРМОПЛАСТОВЫХ ЭЛЕМЕНТОВ | 2006 |
|
RU2312767C2 |
| Устройство для сварки труб из термопластов | 1979 |
|
SU876472A1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ МНОГОСЛОЙНЫХ ЗАГОТОВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2195392C1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU749671A1 |
| Т КАЯ ЕИБЛИОГЕКА | 1971 |
|
SU290524A1 |
| Способ изготовления стальной осесимметричной сварной конструкции | 2016 |
|
RU2626116C1 |