Известны линии подачи ленты в трубосварочный стан, включающие в себя приемное устройство, транспортер, разматыватель с отгибателем, правильную машину, ножницы, направляющие ролики, стыкосварочную мащину и иодающие и формующие валики.
Предложенная линия отличается тем, что на участке от приемного устройства до стыкосварочной машины она выполнена из двух одинаковых ручьев, включающихся попеременно и обеспечивающих непрерывную подачу ленты в стыкосварочную машину. Кроме того, оси рулонов ленты расположены вертикально.
Это повышает коэффициент использования стыкосварочной машины.
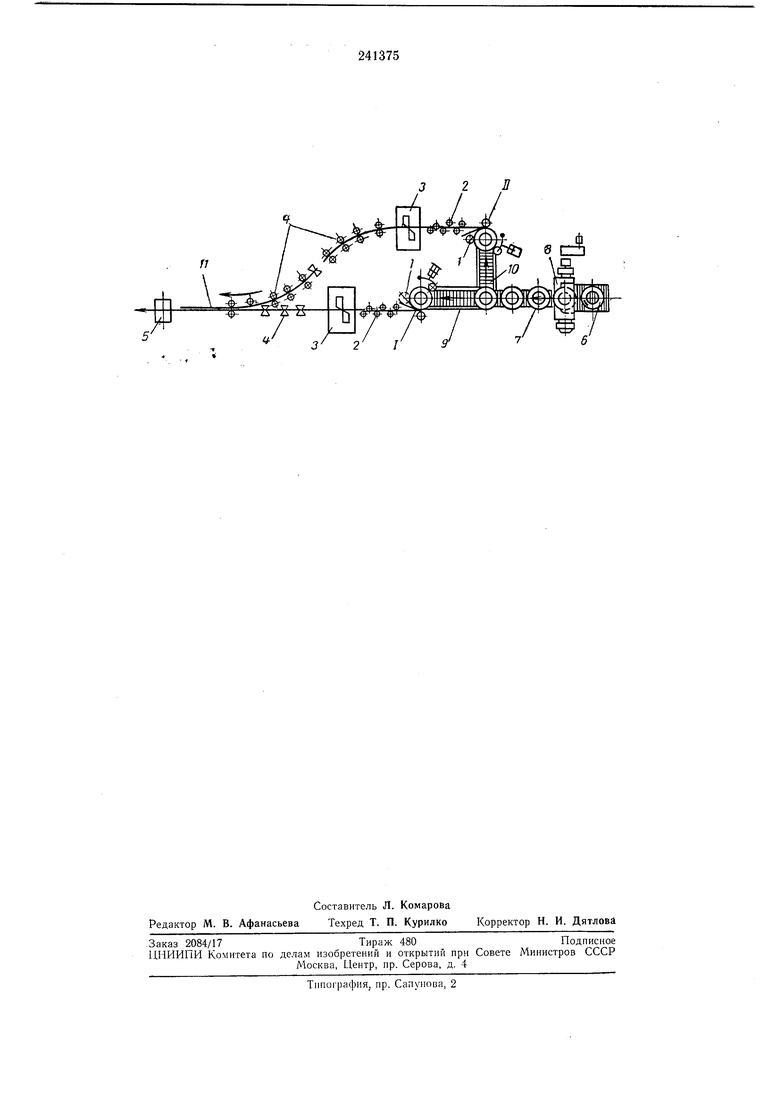
На чертеже показана предлагаемая линия подачи ленты в трубосварочный стан в плане.
Линия состоит из двух ручьев / и //, сходящихся иеред стыкосварочной машиной, каждый из которых включает в себя последовательно установленные разматыватель / с отгибателем, правильную машииу 2, ножницы 3, направляющие ролики 4 стыкосварочную машину 5 и подающие и формующие валики (на чертеже не показаны).
Рулоны ленты мостовым краном устанавливают попеременно на приемные устройства 6 и 7; устройства 6 кантователем 8 кантуются на 180°, обеспечивая требующееся для отгибателя направление навивки.
Далее рулоны попеременно направляются промежуточными транспортерами 9 п W в ручьи / и //. В каждом ручье происходит отгибание переднегоконца и размотка на разматывателях /, правка в правильных мащинах 2; затем концы рулонов обрезаются на ножницах 3.
После окончания размотки рулонов в ручье /, вывода конца его ленты за ось стыкосварочной
машины начало рулона // ручья // сразу задается в стыкосварочную машину. После сварки концов начннается размотка рулона в ручье //, а в разматыватель задается следующий рулон, операции по его обработке иовторяются.
Предмет изобретения
Линия подачи ленты в трубосварочный стан, включающая в себя приемное устройство,
транспортер, разматыватель с отгибателем, прав 1льную машину, ножницы, направляющие ролики, стыкосварочную мащину и подающие и формующие валки, отличающаяся тем, что, с целью новыщения коэффициента использования стыкосварочной мащины, на учасгке от приемного устройства до стыкосварочиой машины она выполнена из двух одинаковых ручьев, включающихся попеременно и обеспечивающих непрерывную подачу ленты в сты3 2
3 2 Л I
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
| Линия стыковки рулонов | 1982 |
|
SU1148662A1 |
| Непрерывный трубосварочный стан | 1975 |
|
SU639626A1 |
| Загрузочное устройство | 1977 |
|
SU722630A1 |
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
| Линия для производства сварных труб | 1976 |
|
SU662188A1 |
| Устройство для изготовления "бесконечной" полосы | 1976 |
|
SU564035A1 |
| Агрегат для изготовления сварных труб из узких полос | 1982 |
|
SU1112633A1 |
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |