Известны способы обработки деталей снятием стружки на металлорежущих станкал, 0|бО|рудоБа1Нных системой автоматического регул И1рсява.ния усилия резания по заданной программе с лоднастройкой размерных цепей системы СПИД путе-м ле|ремещения режущего инструмента по К01ма1нде от датчика, измеряюидего обрайатыБземую поверхн-асть. Изменение усилия резания происходит по заранее заданной проградше.
Предлагаемый спо€о:б позволяет повььсить точность обра-бот1ки .благодаря тому, что программу изменения усилия резания, определяющую положение режущего инструмента, ко.р1ректируют 1В процессе обра-бо тки сигналом, п.ропорциональным систематически дейст1вуЮ|Щему фа,ктору, натример затуплению режу1щего инструмента. Учесть этот фактор в npoirpaiMiMe заранее нельзя, так как его изменение не имеет определеннюго и постоянного характера.
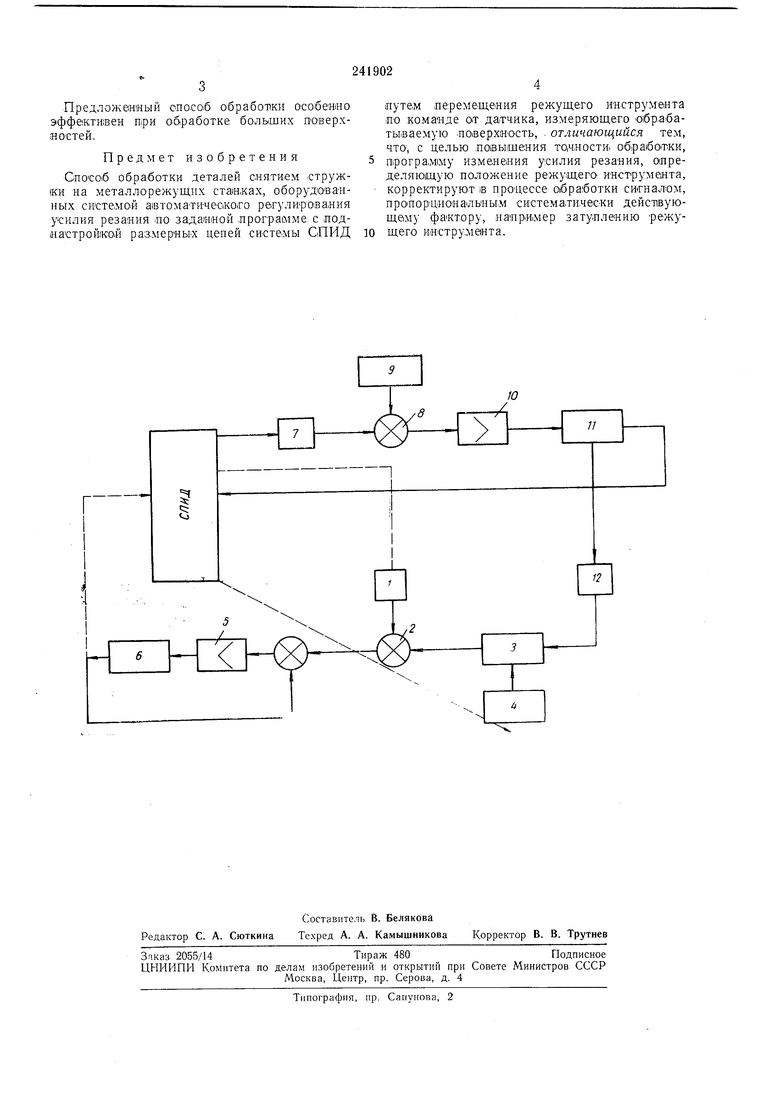
1Предложенный спосо б поясняется прилагаемой схемой.
iB камеспве параметра, ха/рактеризующего точность o6pai6oTKH, (Выбрана измеренная величина припуска под обработку. Подлежащий удалению слой материала измеряется датчиком. , сигнал которого срав.нИ|Вается на сумматоре 2 с сигналом задающего устройства 3, залрограммированны.м устройством 4 по длине обрабатываемой детали. Результирующий сигнал через усилитель 5 управляет приводом подачи 6, изменением .которой усилие резания поддерживается 01коло заданного программой значения.
Изменение размера обрабатываемой паверхности, .возника.ющее в результате износа резца, измеряется датчиком 7, сигнал которого сравнивается на сум.маторе 8 с постоянным си1гнало|м второго задающего устройства 9 и, пройдя усилитель 10, приводит в действие привод // пе,ремещения или поднастр.ойку инструмента. Но перемещение инструмента нриводит к увеличению усилия резания и, следовательно, к отжи.му р.езца от заготовки и увеличению сигнала датчика 7, что вызывает дополнительное перемещение режущего инструмента и, следовательно, еще большее возрастание усилия резания.
Для того, чтобы этого не происходило, программу изменения продольной подачи станка корректируют сигналом, П|ро.порциональным затуплению режущего инструмента, измеряемому датчиком 12 положения инструмента. Сигнал этого датчика так изменит программу и, следовательно, подачу, что затупленный инструмент не сможет вызвать большего усилия резания, хотя глубина обработки будет такой же, что и при работе с остр Ы1М ин с т ру м ен т ом.
Предложенный опосаб обработки особенно эффективен три обработке больших поверхностей.
Предмет изобретения
Способ обработки деталей снятием стружки на металлорежущих стан.ках, оборудоваиных системой автоматическо го рвгулир01ва,ния усилия резания по заданной лрограмме с поднастройкой раз.мернЫХ иепей системы СПИД
нутем .перемещения режущего инструмента по команде от датчика, измеряющего обрабатываемую поверхность, . отличающийся тем, что, с целью повышения тО|Чности обрабОТки, гарогра.мму изменения усилия резания, определяющую положение режущего инструмента, корректируют IB процессе обработки сисналом, пропорциональным систематически дейст1вующвму фактору, .И|Мер затуплению режущето инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ РАСТАЧИВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1969 |
|
SU252818A1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПОЛОЖЕНИЕМ ИНСТРУМЕНТА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1973 |
|
SU382065A1 |
| Способ измерения износа режущего инструмента при обработке цилиндрических поверхностей | 1989 |
|
SU1629824A1 |
| Устройство контроля степени затупления режущего инструмента | 1985 |
|
SU1280492A2 |
| Устройство для адаптивного программноно управления металлорежущими станками | 1975 |
|
SU603951A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Система автоматического управления токарным станком | 1975 |
|
SU650782A1 |
| Способ автоматического управления точностью обработки на токарных многошпиндельных автоматах и устройство для его осуществления | 1985 |
|
SU1292985A1 |
| Способ контроля диаметральных размеров деталей | 1990 |
|
SU1814974A1 |
| Адаптивная система управления фрезерным станком | 1982 |
|
SU1041990A1 |
