Известны станки для фрезерования канавок центровочных сверл с механической рабочей подачей и механизмом за.крбпления заготовок, управляемьши с -помощью копиров.
Предлагаемая конструкция обеспечивает непрерывное вращение шпинделя изделия в одном направлении. С этой целью привод механизмов крепления заготовки и ее рабочей подачи в зону фрезерования содержит два многозаходных копира, неподвижно установленных соосно со Шпинделем изделия.
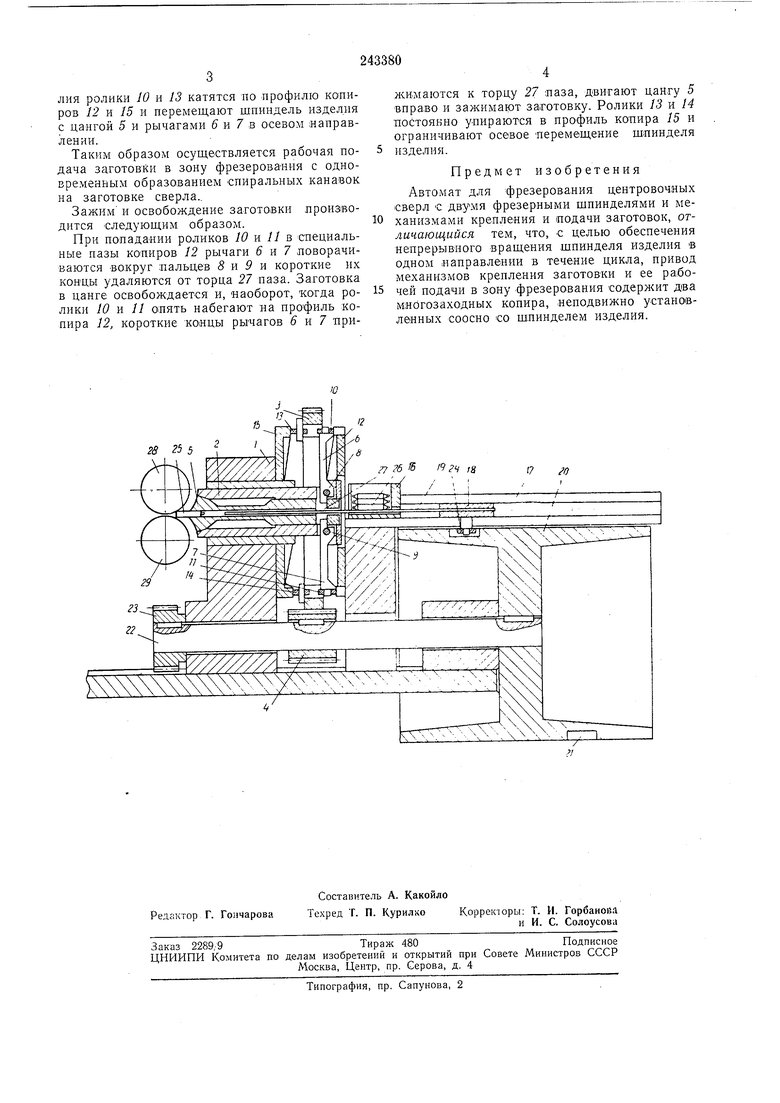
На чертеже схематически изображен автомат -в разрезе.
В корпусе 1 помещен шпиндель 2 изделия, на котором на шлонке сидит шестерня 3, находящаяся в постоянном зацеплении с шестерней 4. Внутри шпинделя изделия ломещена цанга 5. Два рычага 6 и 7 пальцами S и Р прикреплены к шпинделю изделия и на свободных концах имеют ролики 10 и .//, контактирующие с -копиром 12. Ролики 13 и 14 прикреплены к шестерне 3 и контактируют с капиром /5. Кассета 16 для заготовок помещена между направляющими 17 ползуна 18 и штоком подачи и удаления заготовок 19. Барабан 20 с замкнутым спиральным пазом 21 сидит на валу 22, на котором жестко сидит шестерня 23. Ползун 18 снабжен роликом 24. В цанге помещена заготовка 25, а в кассете - заготовка 26. Цанга 5 имеет паз с перпендикулярным торцом 27.
От электропривода через шкив и каретку скорости (на чертеже не показана) вращение передается фрезам 28 и 29, а также на шестерню 23. Отсюда через вал 22 -вращение передается барабану 20, а шестерня 4 вращает шестерню 3.
Таким образом, от одного электродвигателя получают привод все механизмы автомата. В.месте с шестерней 3 как одно целое -вращается шпиндель 2 изделия, цанга 5 и рычаги 5 и 7 с роликами 10 и //.
При вращении барабана 20 ролик 24 катится по пазу 21 и сообщает ползуну 18 возвратно-поступательное движение, что обеспечивает подачу и удаление заготовок.
Привод устройства крепления и рабочей подачи выполнен в виде двух поставленных друг
против друга неподвижных многозаходных копиров 12 и 15, контактирующих соответственно с ролика.ми 10 и //, посаженными на рычаги 6 и 7, и роликами 13 и 14, прикрепленными к шестерне 3. Короткие концы рычагов
в и 7 контактируют с торцом 27 паза.
При фрезеровании канавок сверл с копирами контактируют ролики 10 и 13. Но ролик 10 сидит на свободном конце рычага 6, а ролик 13 связан посредство-м шестерни 3 со |ШПИ:НдеЛИЯ ролики 10 и 13 катятся по профилю ко пиров 12 и 15 и перемещают шпиндель изделия с цангой 5 и рычагами 5 и 7 в осевом иаправлении.
Таким образом осуществляется рабочая подача заготовки в зону фрезерования с одновременным образованием спиральных канавок на заготовке сверла..
Зажим и освобождение заготовки производится следующим образом.
При попадании роликов 10 я 11 ъ специальные пазы копиров 12 рычаги б и 7 поворачиваются вокруг пальцев 8 и 9 и короткие их концы удаляются от торца 27 паза. Заготовка в цанге освобождается и, иаоборот, когда ролики 10 и 11 опять набегают ва профиль копира 12, короткие концы рычагов б и 7 ттрижЕмаются к торцу 27 паза, двигают цангу 5 вправо и зажимают заготовку. Ролики 13 и 14 постоянно упираются в профиль копира 15 и ограничивают осевое перемещение щпинделя изделия.
Предмет изобретения
Автомат для фрезерования центровочных сверл с двумя фрезерными щпинделями и механизмами крепления и подачи заготовок, отличающийся тем, что, с целью обеспечения непрерывиого вращения шпинделя изделия в одном направлении в течение цикла, привод механизмов крепления заготовки и ее ра,бочей подачи в зону фрезерования содерл ит два многозаходных копира, неподвижно установленных соосно со шпинделем изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для вышлифовки винтовых поверхностей и заточки зубьев на цилиндрической поверхности и торце концевого инструмента | 1984 |
|
SU1172678A1 |
| Ротор для механической обработки заготовок | 1973 |
|
SU442043A1 |
| Устройство для обработки торцов круглых деталей мебели | 1981 |
|
SU939194A2 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
| Устройство для обработки торцовКРуглыХ дЕТАлЕй МЕбЕли | 1979 |
|
SU818866A1 |
| Автомат для двухсторонней обработки концов деталей | 1973 |
|
SU495161A1 |
| УСТРОЙСТВО для ЦЕНТРОВАНИЯ ЗАГОТОВОК | 1967 |
|
SU204094A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Рабочий ротор | 1985 |
|
SU1306689A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |
