Изобретение относится к судостроению, в частности к станкам для сборки и сварки прямолинейных тавровых балок, применяемых при строительстве корпусов судов.
По основному авт. св. № 243755 известен ставок для сборки и сварки прямолинейных тавровых балок, содержащий станину с роликами и поворотную консоль со сварочными голо.вками.
Однако на таких станках поясок ненадежно прилегает к переменной ino высоте стенке свариваемой тавровой балки в зоне сварки. Кроме того, не обеспечивается автоматическое регулирование усилия прижимного ролика, а также не поддерживается заданный угол изгиба свариваемой балки в процессе ее перемещения.
Цель изобретения - обеспечить надежное прилегание лояска к переменной но высоте стенке свариваемой тавровой балки в зоне сварки и бесступенчатое регулирование усилия прижимного ролика, а также поддержать заданный угол изгиба свариваемой балки в процессе ее перемещения.
Достигается эта цель тем, что в предлагаемом станке прижимной ролик смонтирован на щтоке гидроадилиндра, на нагнетающей магистрали которого установлен .предохранительный клапан, а опорный ролик через рычажно-щарнирныи механизм соединен с регулятором предохранительного клапана.
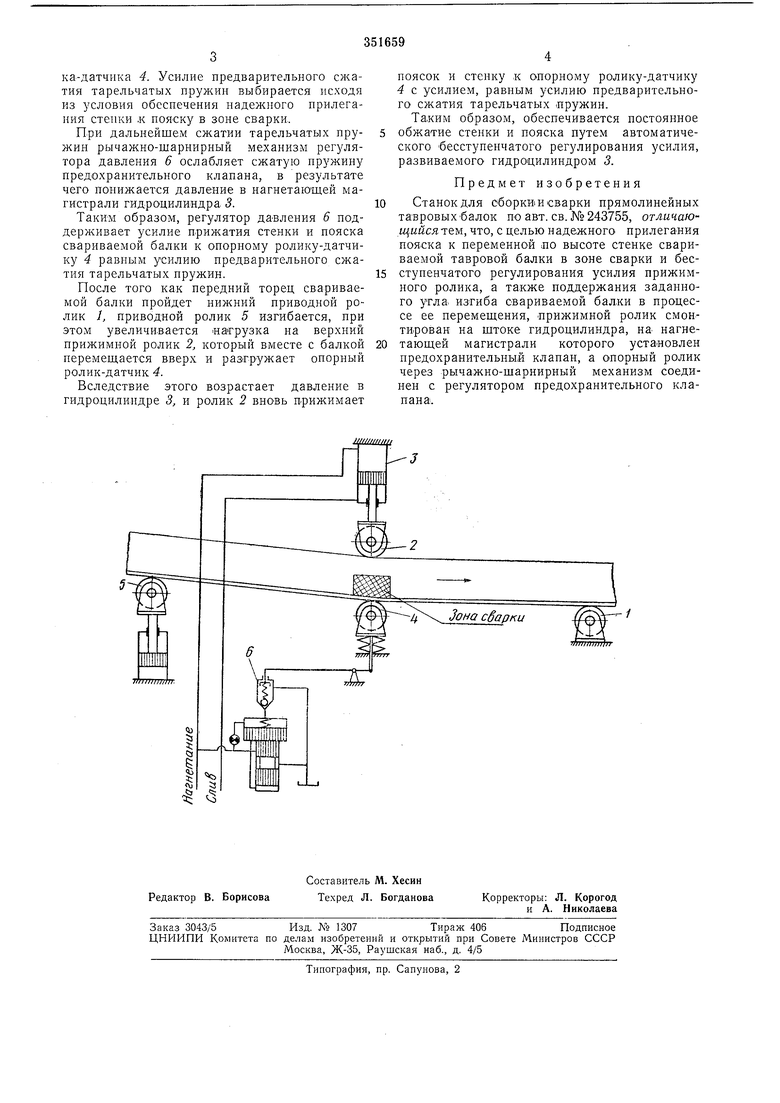
На чертеже схематически изображен описываемый станок для сборки и сварки прямолинейных тавровых балок.
Нижний приводной ролик / жестко установлен па станине станка. Верхний прижимной ролик 2 смонтирован на штоке гидроцилиндра 3. Он прижимает поясок и стенки
свариваемой балки к подпружиненному опорному ролику-датчику 4, который воспринимает усилие прижима пояска и стенки, создаваемое верхним прижимным роликом 2. Приводной ролик 5 изгибает балку в зоне
сварки для устранения сварочных деформаций.
Регулятор давления 6 состоит из рычал-:но-шарнирного механизма и управляемого предохранительного гидравлического клалана, установленного на нагнетающей магистрали гидроцилиндра 3. Станок работает следующи.м образом. После того, как передний торец свариваемой балки пройдет опорный ролик-датчик 4,
включается гидроцилиндр 3. Верхний прижимпой ролик 2 независимо от высоты стенки балки давит на нее вниз до тех пор, пока поясок не прижмется к стенке с зада«ным усилием, равным усилию предварительного
ка-датчика 4. Усилие предварительного сжатия тарельчатых пружии выбирается исходя из условия обеспечения надежного нрилегания стенки .к пояску в зоне сварки.
При дальнейшем сжатии тарельчатых пружин рычажно-шарнирный механизм регулятора давления 6 ослабляет сжатую пружину предохранительного клапана, в результате чего понижается давление в нагнетающей магистрали гидрОЦили«дра 3.
Таким образом, регулятор давления 6 поддерживает усилие прижатия стенки и пояска свариваемой балки к опорному ролику-датчику 4 равным усилию предварительного сжатия тарельчатых пружин.
После того как передний торец свариваемой балки пройдет нижний приводной ролик 1, приводной ролик 5 изгибается, при этом увеличивается «атрузка на верхний прижимной ролик 2, который вместе с балкой перемещается вверх и разгружает опорный ролик-датчик 4.
Вследствие этого возрастает давление в гидроцилиндре 3, и ролик 2 вновь прижимает
поясок и стенку к опорному ролику-датчику 4 с усилием, равным усилию предварительного сжатия тарельчатых лружин.
Таким образом, обеспечивается по.стоянное обжатие стенки и пояска путелМ автоматического бесступенчатого регулирования усилия, развиваемого гидроцилиндром 3.
Предмет изобретения
Станок для оборкв и сварки прямолинейных тавровых -балок по авт. св. № 243755, отличающийсяте, что, с целью надежного прилегания пояска к переменной ло высоте стенке свариваемой тавровой балки в зоне сварки и бесступенчатого регулирования усилия прижимного ролика, а также поддержания заданного утла изгиба свариваемой балки в процессе ее перемещения, прижимной ролик смонтирован на штоке гидроцилиндра, на нагнетающей магистрали которого установлен предохранительный клапан, а опорный ролик через рычажно-шарнирный механизм соединен с регулятором предохранительного клапана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СБОРКИ И СВАРКИ ПРЯМОЛИНЕЙНЫХ ТАВРОВЫХ БАЛОК | 1969 |
|
SU243755A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ | 1971 |
|
SU305033A1 |
| Установка для автоматической сваркиТАВРОВыХ бАлОК | 1978 |
|
SU804312A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДВУТАВРОВЫХ БАЛОК | 1969 |
|
SU245935A1 |
| СТАНОК ДЛЯ СБОРКИ и СВАРКИ КРИВОЛИНЕЙНЫХ ТАВРОВЫХ УЗЛОВ | 1967 |
|
SU205185A1 |
| УСТРОЙСТВО для СБОРКИ под СВАРКУ БАЛОК ТАВРОВОГО СЕЧЕНИЯ1111 | 1967 |
|
SU191429A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2483848C1 |
| Установка для сварки двутавровой балки | 1990 |
|
SU1803236A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| КОЛЬЦЕВОЙ КАНТОВАТЕЛЬ ДЛЯ СБОРКИ И СВАРКИ | 1969 |
|
SU237305A1 |
