Известен .способ унрочнения поверхности деталей накатыванием.
По предлагаемому способу детали перед накатыванием предварительно нагревают до темнературы, не превышающей температуру рекристаллизации, что повышает усталостную прочность обрабатываемых детален.
Принципиальная схема низкотемпературного термомеханичесхого упрочнения наружных и внутренних цилиндрических и плоских поверхностей деталей состоит нз станка, оборудованного механнзмом подачи, устройства для подогрева детали и инструмента для накатывания поверхности.
Для нагрева детали может быть применен как способ сплошного нагрева в электрических, газовых и других печах, так и локальный нагрев участка, подвергаемого поверхностному упрочнению.
Паиболее приемлемым способом для наружных поверхностей врапдения является электроконтактный способ с применением вращающихся контактных роликов.
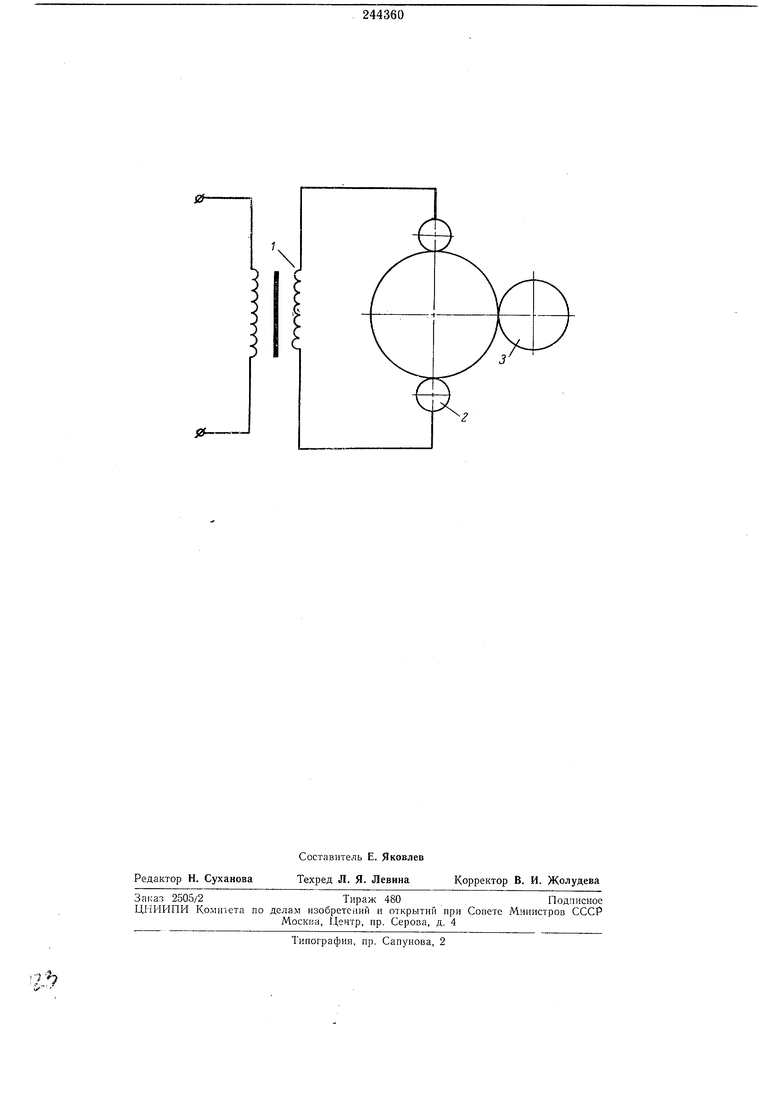
На чертеже приведена схема устройства для накатывания наружной поверхности с нодогревом электроконтактным способом.
Устройство содержит трансформатор /,
электрод-ролик 2, накатной ролик 3 и монтируется на суппорте токарного станка. Электроды-ролики вращаются впередп накатного ролика. Скорость продольного перемещения роликов 2 определяется временем нагрева поверхности детали до требуемой температуры. Электроконтактный способ обеснечпвает легко регулируемый стабильный нагрев заготовки до заданной температуры за счет изменения силы тока и режимов обработки.
Контроль температуры накатываемой поверхности может осуществляться термопарой Иоти при помощи термокрасок.
В качестве инструмента для накатывания подогретых деталей могут применяться различные гидравлические, пневматические пружинные пр1 способления с одним, двумя, тремя и четырьмя роликами.
Предмет изобретен и я
Способ упрочнения поверхностн деталей накатыванием, отличающийся тем, что, с целью повышения усталостной прочности, детали перед накатыванием предварительно нагревают до температуры, не превышающей температуру рекристаллизации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ поверхностного упрочнения деталей | 1978 |
|
SU749915A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2490087C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ СО ШПОНОЧНЫМ ПАЗОМ | 2007 |
|
RU2350439C2 |
| ИНСТРУМЕНТ ДЛЯ ЗАКАЛКИ РЕЗЬБЫ | 2003 |
|
RU2265065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ ДЛЯ ГЛУБИННЫХ НАСОСОВ | 2006 |
|
RU2329129C2 |
| Способ восстановления цилиндрических длинномерных изделий | 1989 |
|
SU1764968A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН | 2007 |
|
RU2352444C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРЕПЕЖНЫХ ЭЛЕМЕНТОВ ИЗ ВЫСОКОПРОЧНЫХ ТИТАНОВЫХ СПЛАВОВ | 2012 |
|
RU2492017C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ БОКОВЫХ ПОВЕРХНОСТЕЙ ШЛИЦЕВ | 2013 |
|
RU2530924C2 |