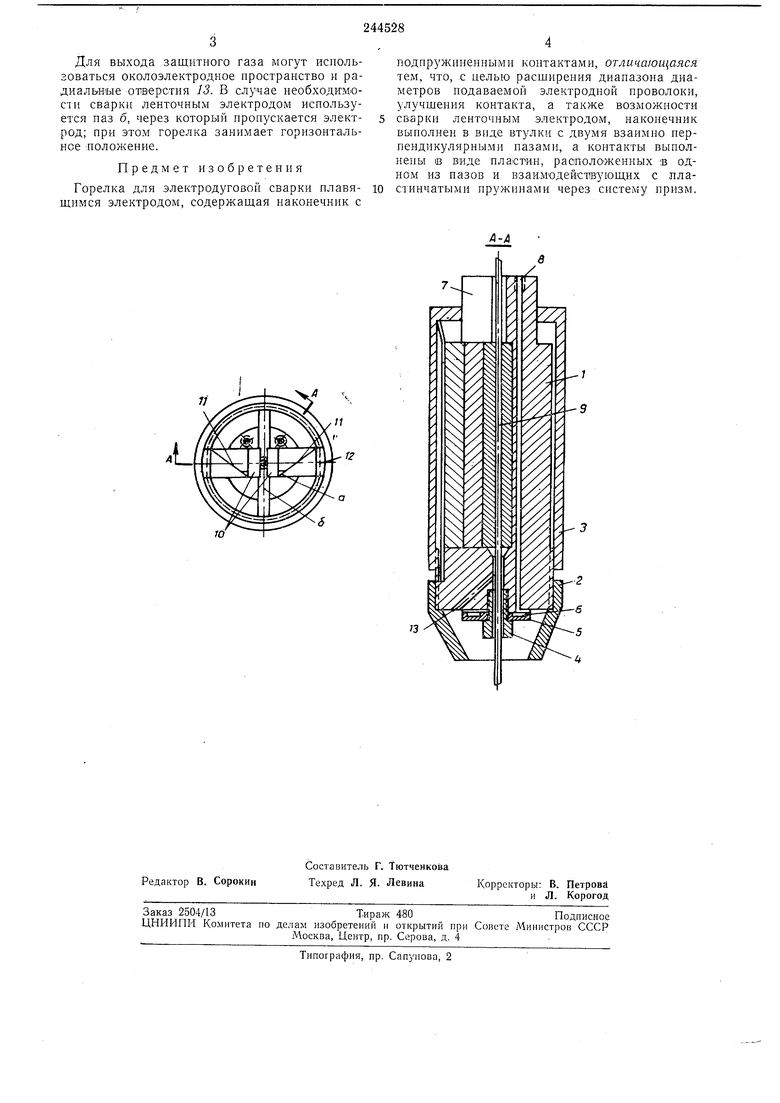
Известна горелка для электродуговой сварки ллавящимся электродом, содержащая наконечник, выполненный в виде губок с контактными вкладышами и пружин поджатия контактов, взаимодействующих с губками через штоки. Предложенная горелка отличается тем, что наконечник выполнен в виде втулки с двумя взаимно перпендикулярными пазами, а контакты выполнены в виде пластин, расположенных в одном из пазов и взаимодействующих с пластинчатыми пружинами через систему призм. Такая горелка позволяет использовать проволоку с большим диапазоном диаметров, дает возможность сваривать ленточным элек7родом, а также улучшить контакт между токоподводящими поверхностями и электродом. На чертеже изображена описываемая горелка. Горелка СОСТОИТ из пазовой втулки / с двумя взаимно перпендикулярными пазами а и б. На нижней части пазовой втулки имеется резьба, которая служит для наворачивания сопла 2 и вворачивания втулки в кожух 3. Тут же имеется внутренний канал с резьбой для направляющей втулки 4, которая поджимает собой полую накладку 5 с подкладкой 6. На верхней части пилиндрическнй выступ 7 служит для подведения тока. В двух секторах выступа выполнены каналы охлаждения 8 с резьбой, идущие по втулке 1 вниз до полости накладки 5. В пазу а по обе стороны от электродной пр0 волоки 9 раапололсены пластинчатые контактные элементы 10 с двумя парами треугольных нрпзм 11 и плоскими пружинами поджатия 12. Последние имеют отогнутые верхние концы и крепятся к пазовой втулке /, нижняя часть которой имеет радиальные отверстия 13 для подвода защитного газа. Горелка работает следующим образом. Пазовую втулку / с уложенными в паз а контактными элементами 10, треугольными призмами 11, пружинами поджатия 12 вворачивают в 3. Верхние концы пружины 12, скользя по донцу кожуха 3, выгибаются и создают усилие в направлении электродной проволоки 9, от которого контактные элементы 10 лрижимаются к проволоке посредством призм 11, распирающих и обеспечивающих таким образом наденсный контакт со стенками паза а втулки /, к которой подводится ток. Усилие поджатия регулируется глубиной вворачивания втулки / в кожух 3. Для охлаждения всей системы предусмотрены каналы охлаждения 8, пронизывающие втулки /, и
Для выхода заш.итного газа могут использоваться околоэлектродное пространство и радиальные отверстия 13. В случае необходимости сварки ленточным электродом используется паз б, через который пропускается электрод; при этом горелка занимает горизонтальнее :иолол ение.
Предмет изобретения
Горелка для электродуговон сварки плавящимся электродом, содержащая наконечник с
подпружииепными контактами, отличающаяся тем, что, с целью расширения диапазона диаметров подаваемой электродной проволоки, улучшения контакта, а также возможности сварки ленточным электродом, наконечник выполнен в виде втулки с двумя взаимно иерлендикулярными пазами, а контакты вынолнепы IB виде пластин, расположенных :в одном из пазов и взаи.модейст1вующих с пластинчатыми пружипами через систему призм.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подвода тока к сварочной проволоке | 1975 |
|
SU565788A1 |
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| Токоподводящий мундштук | 1982 |
|
SU1082578A1 |
| Мундштук к горелкам для электродуговой сварки плавящимся электродом | 1982 |
|
SU1123805A1 |
| Горелка для механизированной дуговой сварки плавящимся электродом | 1990 |
|
SU1785856A1 |
| Мундштук к горелкам для дуговой сварки | 1976 |
|
SU692706A1 |
| Токоподводящий мундштук к устройствамдля СВАРКи плАВящиМСя элЕКТРОдОМ | 1979 |
|
SU816716A1 |
| Устройство для контактного подвода тока к электродной проволоке | 1976 |
|
SU649522A1 |
| Мундштук к устройствам для электродуговой сварки | 1982 |
|
SU1060368A1 |
| Устройство для подвода сварочногоТОКА K плАВящЕМуСя элЕКТРОду | 1979 |
|
SU846159A1 |
f4
