Известен штамп для осадки заготовок, содержащий нижнюю плиту со смонтированной на ней матрицей, в которой установлена обойма из пластичного материала.
Предложенный штамп отличается от известного тем, что обойма выполнена из спрессованной массы, содержащей шлаковату, асбест и графит, а в матрице выполнены радиальные отверстия заданного диаметра, служащие для регулирования бокового давления на заготовку.
Это улучшает качество изделия и облегчает его удаление из обоймы.
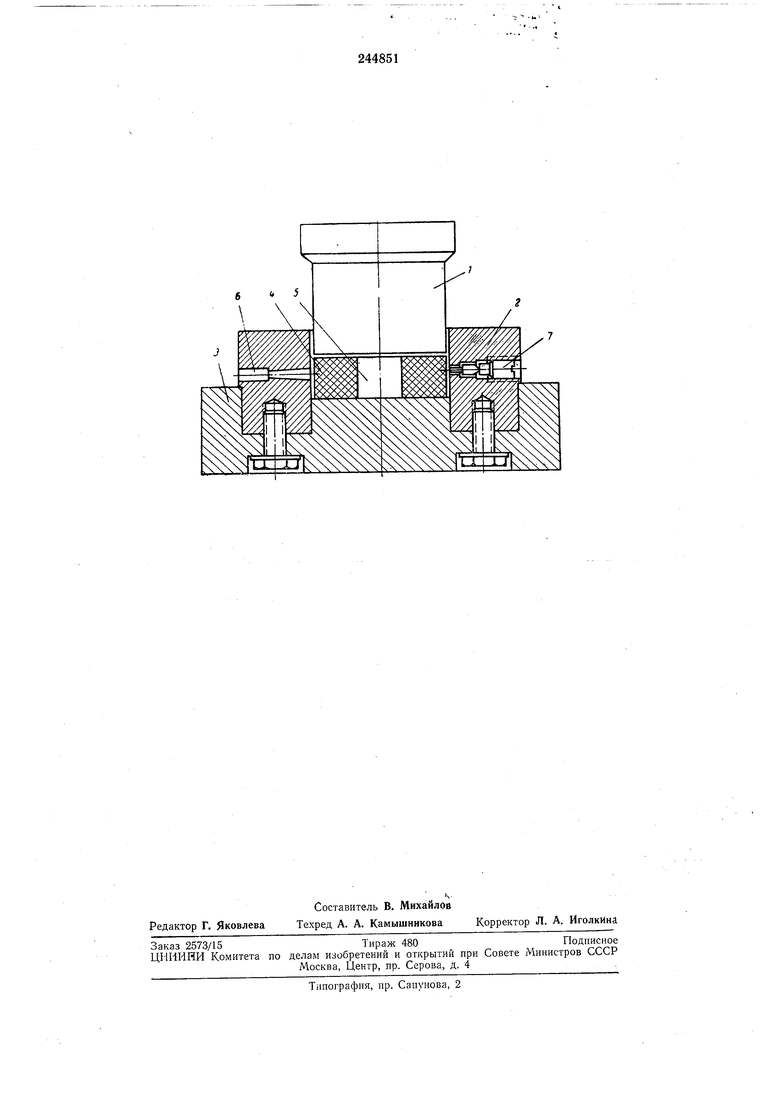
На чертеже показан предлагаемый штамп в условиях всестороннего сжатия.
Штамп содержит пуансон / и матрицу 2, установленную на нижней плите 3. Внутри матрицы имеется кольцо-обойма 4, изготовленная из спрессованной массы, содержащей шлаковату, асбест и графит. Обойма из такого материала обеспечивает при осадке усло„впя всестороннего сжатия порядка 100 кг/мм. Внешний диаметр кольца-обоймы 4 равен диаметру матрицы, а внутренний - диаметру осаживаемой заготовки 5. Матрица имеет радиальные отверстия 6 для выдавливания смеси после приложения усилия пуансоном на заготовку и смесь.
новременно осаживают заготовку и кольцообойму, заставляя массу обоймы выдавливаться через отверстия 6. В одном из отверстий устанавливается устройство 7 для определения давления. Изменяя диаметры и количество щелей, можно менять давление подпора. Изменяя расположение щелей но высоте, можно регулировать величину подпора по образующей заготовки, меняя тем самым и форму заготовки.
Штамп позволяет деформировать заготовки не только цилиндрической формы, но и других типов, таких как полый цилиндр и заготовки с фасонной поверхностью.
15
Предмет изобретения
Штамп для осадки заготовок, содержащий нижнюю плиту со смонтированной на ней матрицей, в которой установлена обойма из пластичного материала, отличающаяся тем, что, с целью улучшения качества изделия н облегчения его удаления из обоймы, последняя выполнена из спрессованпой массы, содержащей шлаковату, асбест и графит, а в матрице выполнены радиальные отверстия заданного диаметра, служащие для регулирования бокового давления па заготов у и изменения формы заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ ТУГОПЛАВКИХ МЕТАЛЛОВИ СПЛАВОВ | 1971 |
|
SU313601A1 |
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| Штамп для изготовления раздачей сосудов | 1982 |
|
SU1053928A2 |
| СПОСОБ ПЛАСТИЧЕСКОГО СТРУКТУРООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНЫХ РАЗМЕРОВ ЗАГОТОВКИ | 2017 |
|
RU2693280C2 |
| Способ изготовления кольцевых изделий | 1982 |
|
SU1077690A1 |
| Устройство для осадки полой конической заготовки в плоское кольцо | 1983 |
|
SU1107929A1 |
| СПОСОБ ОСАДКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ ХРУПКИХ И МАЛОПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2012 |
|
RU2501624C2 |
| ШТАМП ДЛЯ ОБЖИМА ТРУБЧАТЫХ ЗАГОТОВОК | 2004 |
|
RU2277027C2 |
| Способ обработки металлов давлением | 1975 |
|
SU595046A1 |
| Способ деформирования малопластичных материалов | 1980 |
|
SU925505A1 |