Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей из трубчатых заготовок.
Известен штамп для изготовления деталей из трубчатых заготовок (авторское свидетельство SU №797820, МКИ B 21 D 22/02, 1981), содержащий вкладыш, матрицу, пуансон и направляющую втулку. Недостатком известного штампа является конструктивная сложность составного пуансона и трудоемкость удаления обжатой заготовки из полости матрицы.
Наиболее близким к предлагаемому штампу по технической сущности и назначению является штамп для вытяжки (авторское свидетельство SU №863075, МКИ B 21 D 22/02, 1980 г.). Штамп содержит пуансон, матрицу с рабочей полостью, заполненной пластичным металлом, прижим и втулку с нерабочей полостью и калиброванным отверстием, размещенную в рабочей полости матрицы. При этом калиброванное отверстие втулки сообщается с полостью матрицы. Недостатком известного штампа является то, что после формообразования изделия на данном штампе необходимо проводить операцию по отделению и удалению из втулки пластичного металла, что требует переналадки штампа в течение рабочего процесса.
Задачей изобретения является повышение производительности работы штампа без ухудшения качества готовых изделий за счет возможности многократного использования вкладыша из пластичного металла без дополнительной операции по отделению и удалению его из полости штампа и переналадки его в течение рабочего процесса.
Для решения этой задачи штамп, содержащий матрицу, пуансон и прижим, в отличие от прототипа, снабжен верхней и нижней обоймами. Верхняя обойма выполнена с рабочей полостью, внутренний диаметр которой равен наружному диаметру трубчатой заготовки D, в которой размещен вкладыш из пластичного металла с диаметром, равным внутреннему диаметру d обрабатываемой заготовки. Нижняя обойма выполнена с нерабочей полостью, диаметр которой равен диаметру d вкладыша из пластичного металла, а линейный размер по высоте равен длине L трубчатой заготовки. Благодаря воздействию усилия на вкладыш из пластичного металла (например, свинца) обеспечивается радиальное противодавление, что препятствует образованию круговых волн (гофров) на трубчатой заготовке и утолщению стенок как в зоне формообразования, так и в зоне подпора. Между верхней и нижней обоймами расположена фильера с калиброванным отверстием. Вкладыш из пластичного металла и фильера выполнены с возможностью совместного переворота их на 180° в осевом направлении. После переворота вкладыша совместно с фильерой процесс возобновляется без дополнительных подготовительных работ. Кроме того, конструктивно предусмотрена сменность фильер с отличными параметрами калиброванного отверстия. За счет этого можно регулировать величину противодавления внутри трубчатой заготовки.
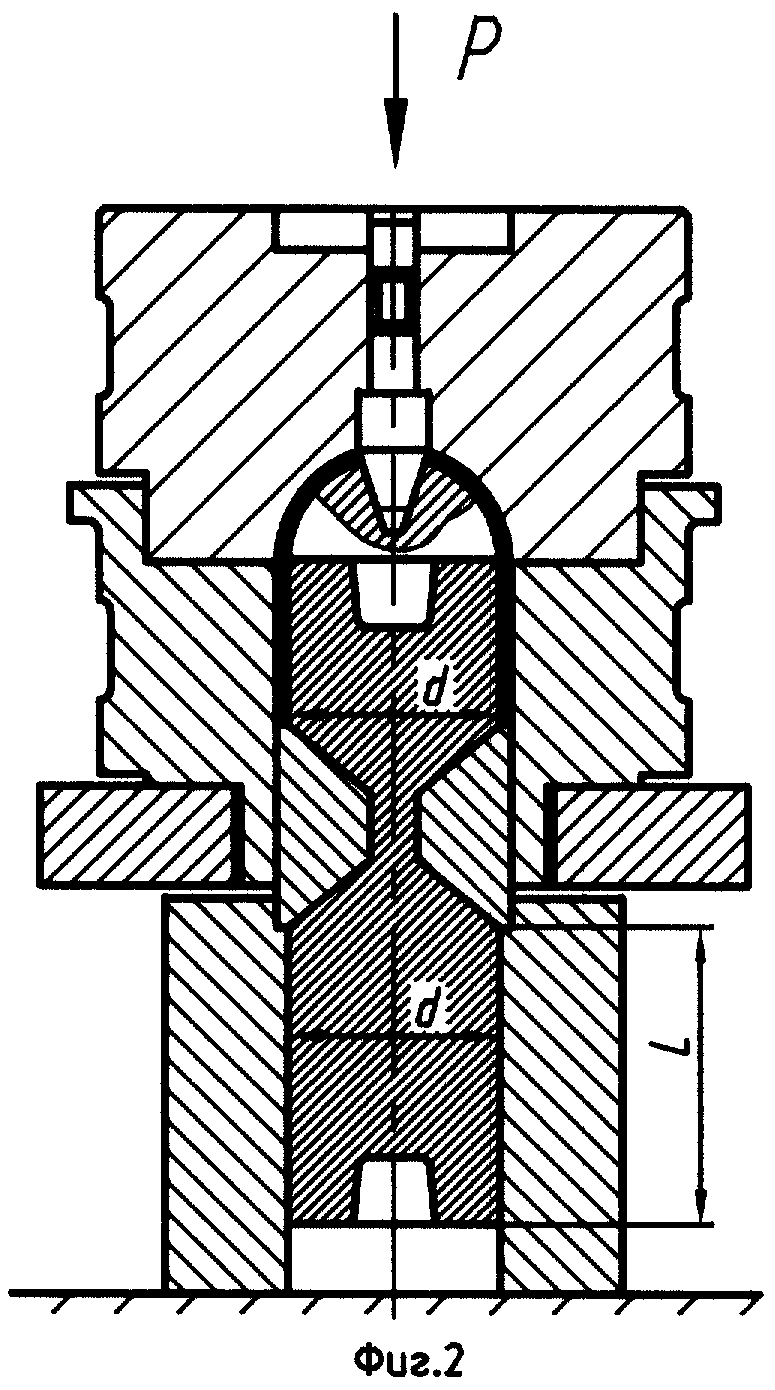
Изобретение поясняется графическими материалами, где на фиг.1 представлен штамп для изготовления деталей из трубчатых заготовок перед началом работы; на фиг.2 - то же после окончания обжима.
Предлагаемый штамп содержит матрицу 1, пуансон 2, верхнюю обойму 3, внутренний диаметр которой равен внешнему диаметру D трубчатой заготовки 4. В заготовку 4 установлен вкладыш 5 из пластичного металла (например, свинца) с диаметром d, равным внутреннему диаметру обрабатываемой заготовки. Штамп содержит также нижнюю обойму 6, фильеру 7 и прижим 8. Диаметр нерабочей полости нижней обоймы 6 равен диаметру d вкладыша из пластичного металла, а линейный размер по высоте равен длине трубчатой заготовки L.
Штамп работает следующим образом. В нижнюю обойму 6 вставляют вкладыш из пластичного металла 5 с фильерой 7, устанавливают заготовку 4 и верхнюю обойму 3, а затем пуансон 2 и матрицу 1. При рабочем ходе матрицы 1 и пуансона 2 вкладыш из пластичного металла 5 через калиброванное отверстие в фильере 7 выдавливается в полость нижней обоймы 6, при этом верхняя часть трубчатой заготовки 4 проталкивается в рабочую полость, образуемую между матрицей 1 и пуансоном 2, в результате чего происходит обжим трубчатой заготовки. После окончания обжима трубчатой заготовки прижим 8 возвращает верхнюю обойму 3 в исходное положение. После получения и съема готовой детали для повторения процесса обжима трубчатых заготовок вкладыш 5 из пластичного металла вместе с фильерой 7 удаляется из нижней обоймы, переворачивается на 180° и вновь устанавливается в штампе, закладывается новая трубчатая заготовка, и процесс обжима повторяется. При необходимости изменить величину противодавления, оказывающего влияние на качество формообразования обжимаемой трубчатой заготовки, достаточно заменить фильеру с другим параметром калиброванного отверстия.
Использование предлагаемого изобретения позволяет без дополнительной переналадки штампа вести формообразование деталей. Возможность использования сменных фильер с разными калиброванными отверстиями позволяет изменять величину противодавления в штампе и получать детали с заданной распределенной толщиной стенок, получаемых из трубчатых заготовок с различными геометрическими и механическими параметрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 2013 |
|
RU2542046C2 |
| Способ изготовления полых деталей из трубчатой заготовки и устройство для его осуществления | 1989 |
|
SU1741949A1 |
| Способ изготовления полых изделий с отводами | 1988 |
|
SU1724405A1 |
| ШТАМП | 2003 |
|
RU2243052C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТУПЕНЧАТЫХ ПОЛЫХ ДЕТАЛЕЙ С ОТВОДАМИ ДАВЛЕНИЕМ ТЕКУЧЕЙ СРЕДЫ | 1996 |
|
RU2098210C1 |
| Штамп для изготовления полых деталей | 1986 |
|
SU1324724A1 |
| ШТАМП СОВМЕЩЕННОГО ДЕЙСТВИЯ ДЛЯ ПОЛУЧЕНИЯ ПРЕИМУЩЕСТВЕННО ТРУБНЫХ ИЗДЕЛИЙ С ПЛОСКИМ ФЛАНЦЕМ | 2011 |
|
RU2460604C1 |
| Устройство для изготовления полых шаров | 1981 |
|
SU1005999A1 |
| Штамп для объемной штамповки изделий с чередующимися боковыми выступами и впадинами | 1989 |
|
SU1655648A1 |
| Способ получения горловин полых изделий и штамп для его осуществления | 1989 |
|
SU1690917A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей из трубчатых заготовок. Штамп содержит матрицу, пуансон, прижим, верхнюю и нижнюю обоймы. Верхняя обойма выполнена с рабочей поверхностью, внутренний диаметр которой равен наружному диаметру трубчатой заготовки. Штамп содержит вкладыш из пластичного металла с диаметром, равным внутреннему диаметру трубчатой заготовки. Нижняя обойма выполнена с нерабочей полостью, диаметр которой равен диаметру вкладыша из пластичного металла, а высота равна длине трубчатой заготовки. Между верхней и нижней обоймами размещена фильера с калиброванным отверстием. При этом вкладыш из пластичного металла совместно с фильерой выполнен с возможностью их переворота. Повышается производительность за счет многократного использования вкладыша. 1 з.п. ф-лы, 2 ил.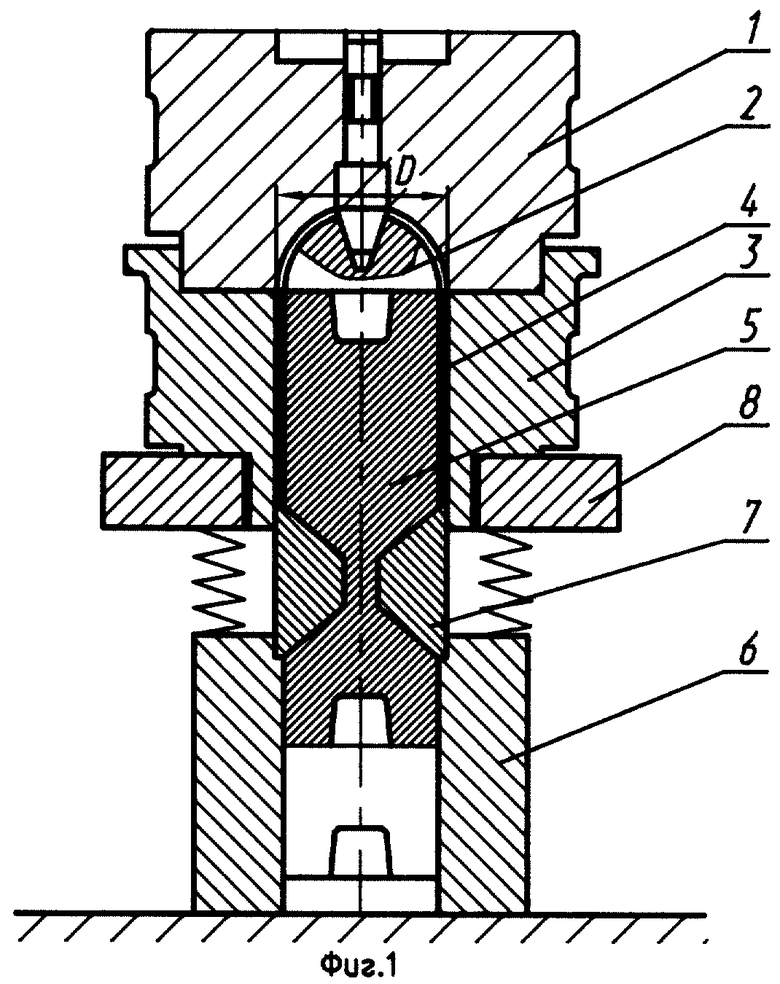
| Штамп для обжима полых заготовок | 1974 |
|
SU510296A1 |
| Устройство для обжима тонкостенныхТРуб | 1979 |
|
SU804110A1 |
| СПОСОБ ОТЖИМА КОНЦОВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2122914C1 |
| СПОСОБ ВЫРАБОТКИ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2435463C1 |

