Известен способ измерения диаметра рулона на моталке путем замера длины полосы за заданный угол поворота моталки с измерением скорости полосы по окружной скорости валков клети.
Предложенный способ отличается тем, что для исключения влияния на точность измерения величины обжатия металла в стане, заданный угол поворота моталки изменяют пропорционально обжатию металла в стане.
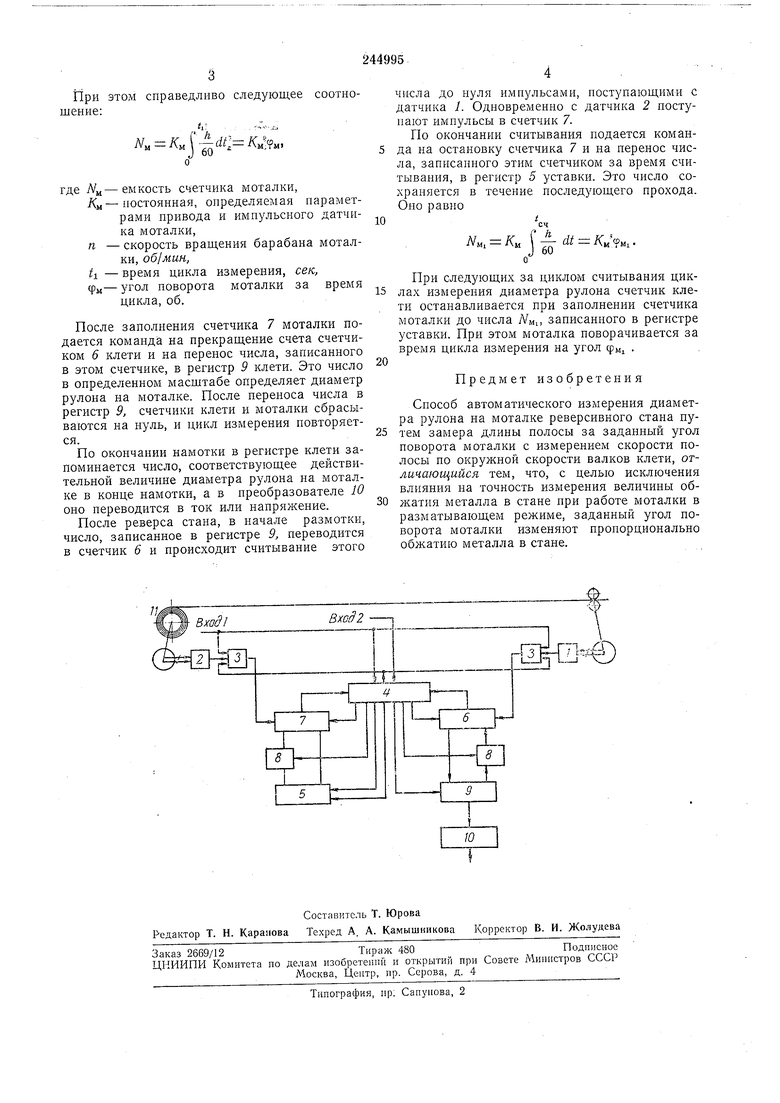
На чертеже представлена блок-схема, позволяющая реализовать данный способ.
Основные элементы блок-схемы: датчик / импульсов клети, датчик 2 импульсов моталки, схема 3 совпадения, блок 4 управления, регистр 5 установки, счетчик 6 клети, счетчид 7 моталки, блок 8 переписи числа в обратном коде, регистр Я преобразователь 10 «код-аналог и моталка //.
При установке импульсных датчиков на валу двигателя клети частота импульсов, поступающих с этих датчиков, пропорциональна скорости полосы на выходе стана.
Скорость полосы на разматывающей моталке отличается от скорости полосы на выходе стана на величину обжатия металла
где VM-скорость полосы на разматывающей
моталке,
Vnp- скорость полосы на выходе стана, hi - толщина полосы на выходе, ho - толщина полосы на входе.
Для того, чтобы число, записываемое в регистр разматывающей моталки, соответствовало действительному диаметру рулона в том же масштабе, что и на наматывающей моталке, необходимо производить цикл измерения за меньн1ий угол поворота разматывающей моталки
А
®м. - CPv
ho
Предлагаемый способ позволяет при работе моталки в разматывающем режиме автоматически изменять угол ее поворота, за который производится цикл измерения диаметра рулона на величину обжатия металла в стане.
При работе моталки в наматывающем режиме импульсы с датчика /, установленного на валу двигателя клети, поступают на вход счетчика 6 клети. Одновременно с датчика 2, Зстановленного на валу двигателя моталки, поступают импульсы на вход счетчика 7 моталки. Угол поворота моталки, за который производится цикл измерения, определяется заполнением счетчика моталки.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕГУЛЯТОР НАТЯЖЕНИЯ МОТАЛКИ РЕВЕРСИВНОГО СТАНА | 1970 |
|
SU261523A1 |
| Устройство для автоматической точной остановки реверсивного прокатного стана с моталками | 1977 |
|
SU692648A1 |
| СПОСОБ ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА | 1973 |
|
SU404526A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СКОРОСТИ ВХОДА МЕТАЛЛА В КЛЕТЬ ПРИ ПРОКАТКЕ | 1973 |
|
SU405614A1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1980 |
|
SU937070A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО ТОРМОЖЕНИЯ РЕВЕРСИВНОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ | 1972 |
|
SU339326A1 |
| Устройство для автоматического сопровождения сварных швов и останова реверсивного прокатного стана | 1977 |
|
SU743739A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПОЛОСЫ НА МОТАЛКЕ РЕВЕРСИВНОГО СТАНА РУЛОННОЙ ПРОКАТКИ ПОЛОСЫ | 2003 |
|
RU2256518C1 |
| Устройство автоматического торможения реверсивного стана холодной прокатки | 1990 |
|
SU1787478A1 |
| УСТРОЙСТВО КОРРЕКЦИИ по ВЕЛИЧИНЕ ОБЖАТИ5 ДЛЯ ЭЛЕКТРОПРИВОДА РАЗМАТЫВАЮЩЕЙ МОТАЛК СТАНА ХОЛОДНОЙ ПРОКАТКИ1^О?.СОЮЗНД !^ | 1973 |
|
SU368894A1 |
