1 .
Известны устройства для наплавки деталей трением., содержащие сунп-орт со шпинделем для наплавляемого прутка, привод вращения и -прижима прутка, поворотный стол с приводом вращения.
Описываемое устройство отличается от известных тем, что привод поворотного стола выполнен в виде зубчато-.реечной передачи, зубчатое колесо которой закреплено на оси стола, а рейки выполяены в виде плунжеров гидроцилиндров, что позволяет улучшить качество «аплавленного металла за счет устранения вибрации стола.
Стол имеет бесступенчатую регулировку скорости вращения.
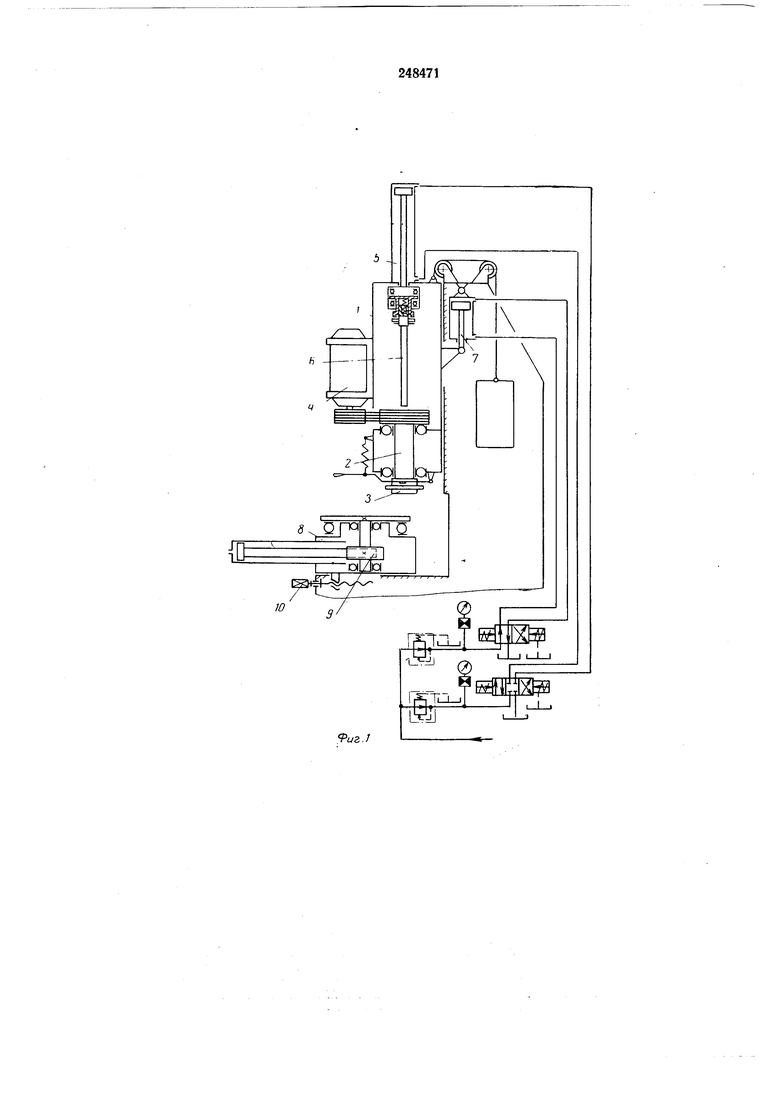
На фиг. 1 придставлена компановка узлов предлагаемого устройства; на фиг. 2 - схема Поворотного стола с его гидроприводом.
Устройство содержит суппорт 1 с пустотелым шпинделем 2 и патроном 3. На суппорте закреплены привод 4 для вращения прутка и привод 5 для его прижима с шарнирно закрепленным штоком 6.
Суппорт перемешается в гидроцилиндре 7.
На стапине станка расположен поворотный стол 8, на валу которого закреплена ведомая шестерня 9. Рукоятка 10 служит для ручного перемещения стола на требуемый диаметр наплавки. В корпусе стола встроены гидроциЛйндры и и 12, плунжеры-рейки 13 и 14, которых находятся в зацеплении с ведомой шестерней 9.
Станок имеет гидропанель с двумя обратными клапанами 15 и 16, двумя дросселями с регуляторами 17 и 18 vi двух позиционным золотником 19. На другой гидропанели располагается гидроаппаратура, предназначенная для работы цилиндров (приводов) 5 /и 7.
Работа станка заключается в следующем.
На поворотном столе устанавливается и закрепляется деталь, а в отверстие шпинделя 2 вставляется наплавочный пруток и закрепляется патроном 3.
Нажатием пусковой кнопки дается команда на опускание суппорта 1 и одновременно на врашение шпинделя 2. В нижнем положении суппорт дает команду на прижатие прутка штоком 1и одновременно включает реле времени, которое настроено на время, необходимое для разогрева прутка.
Реле времени дает команду на вращение стола одним из цилиндров, например цилиндром 12. Нри этом масло золотником 19 через обратный J лaпaH 16 и дроссель с регулятором 18 направляется в цилиндр 12, и плунжер-рейка 14, выбраВ муфты в зубчатых зацеплениях, начнет врашать стол против часовой стрелки.
Таким образом, в данном цикле цилиндр 12 работает как силовой, обеспечивая вращение стола, а цилиндр // - как тормоз и обеспечивает постоянную скорость Вращения с погащением люфтов в зубчатых зацеплениях. Скорость .вращения стола при этом «е зависит от изменения величины и «аправления крутящего момента «а нем, а следовательно, обеспечивается стабильная постоянная скорость наплавки.
В конце поворота стола на один оборот дается команда на снятие осевой нагрузки с прутка, затем на подъем суппорта и на останов шпинделя. После этого на стол устанавливается очередная деталь и нажатием пусковой кнопки осуществляется следующий цикл с той лишь разницей, что цилиндры 11 и 12 меняются своими функциями через цикл.
По израсходовании прутка дается еще .предварительная команда, которая в совокупности с командой, в конце поворота стола дает импульс на возврат механизмов в исходное положение. После этого необходимо сменить пруток и все повторить сначала.
Предмет изобретения
Устройство для наплавки трением, содержащее суппорт со шпинделем, привод вращения и прижима прутка, поворотный стол с приводом вращения, отличающееся тем, что, с целью повышения качества наплавленного металла, привод поворотного стола выполнен в виде зубчато-реечной передачи, зубчатое колесо которой закреплено на оси стола, а рейками являютсяплунжера гидроцилиндров, воздействующих на зубчатое колесо в противоположных направлениях.
а а
Z3
Is
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАПЛАВКИ ТРЕНИЕМ | 1993 |
|
RU2041780C1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Устройство для поворота и фиксации бабки изделия | 1982 |
|
SU1047669A1 |
| Устройство для изготовления обечаек | 1980 |
|
SU1009548A1 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
| Станок для обработки сферических поверхностей колец подшипников качения | 1983 |
|
SU1110547A1 |
| Устройство для наплавки трением | 1988 |
|
SU1743768A1 |
| Привод подачи сверлильного станка | 1979 |
|
SU917958A1 |
| ПОВОРОТНЫЙ РЕЗЦЕДЕРЖАТЕЛЬ | 1973 |
|
SU373093A1 |
| Стан для прокатки зубчатых профилей | 1986 |
|
SU1400743A1 |

../
&r
19
