Предложенное устройство может быть использовано в области машиностроения для автоматической загрузки деталей при обработке их на металлорежущих станках.
Известны устройства такого типа, включающие гибкую трубку и поворотный барабан с приводом. Для отсечки .столы деталей в. них используются подпружиненные кулачки, выступы которых западают в .промежуток между заплечиками деталей, в результате чего эти устройства применимы только для деталей определенного профиля.
Предлагаемое устройство отличается тем, что конец гибкой трубки закреплен на подпружиненном и щарнирно установленном отводящем рычаге, на котором смонтирован взаи.модейСтвующий с кулачком зажимной рычаг. Это расширяет диапазон применения устройства.
На чертеже изображено предлагаемое устройство.
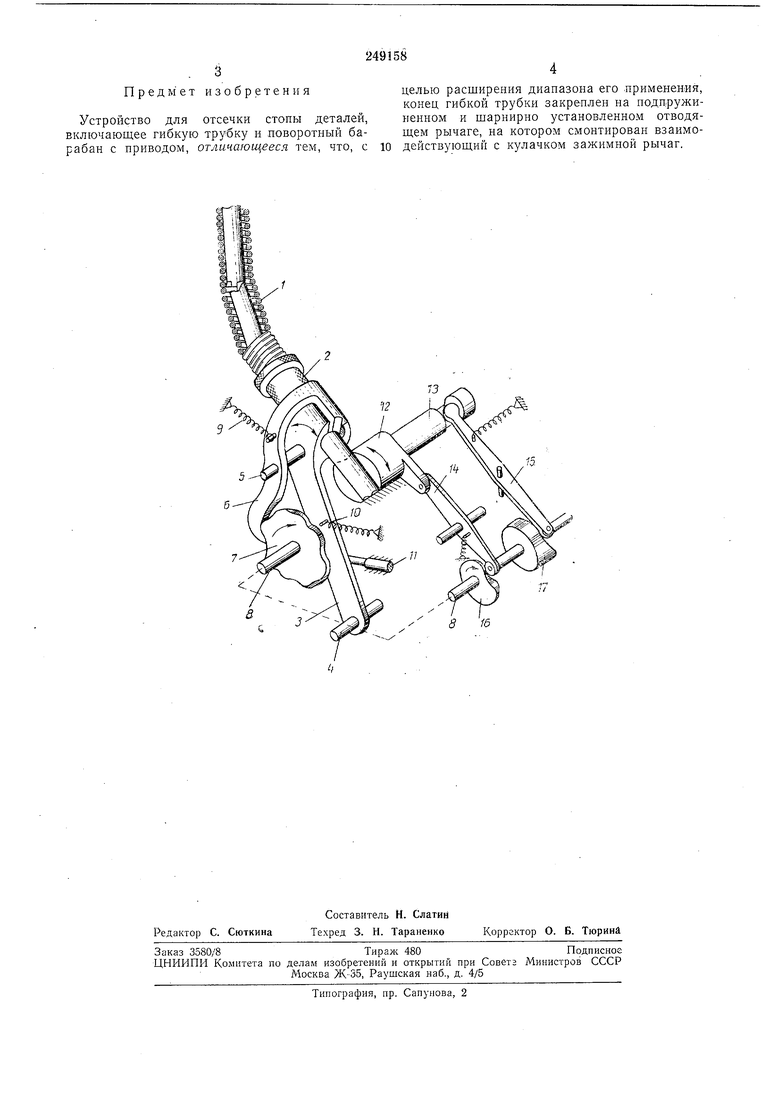
Устройство для отсечки стопы деталей содержит гибкую трубку }, заделанную в автоматический питатель (на чертелсе не ноказан) и заканчивающуюся жестким мундштуком 2, который закреплен на подпружиненном отводящем рычаге 3, шарнирно установленном и поворачивающемся на оси 4. На рычаге 3 смонтирован на оси 5 зажимной рычаг 6, взаимодействующий с кулачком 7, жестко сидящем на валу 8. Пружина 9 служит для постоянного
контактирования рычага 6 с кулачком 7, а пружина 10 - для возвращения рычага 3 в положение, определяемое упором 11. Кроме того, устройство содержит поворотный барабан 12 с
приводом, толкатель 13, рычаги 14 « 15 и кулачки 16 и 17, жестко закрепленные на валу 8. Устройство работает следующим образом. Детали от автоматического питателя Под напором нодаются в гибкую трубку 1, проходя
через мундштук 2, выходят и поступают в поворотный барабан 12 до упора. От постоянно вращающегося кулачка 7, имеющего по своему профилю выступы и впадины, срабатывает рычаг 6, при этом, когда на его конец находит
выступ кулачка 7, происходит зажим детали в мундштуке 2 с одновременным отводом рычага 3, в результате чего вся стопа деталей оказывается отведенной от торца отсеченной детали, загрул енной в поворотньп барабан 12.
Затем происходит поворот барабана 12 до требуемого положения детали и ее подача толкателем 13 .по назначен по. Далее поворотный барабан 12 и толкатель 13 занпмают исходное полол ение, а вращающийся кулачок 7 своей
Впадипо) взаимодействует с рычагом 6, при этом рычаг 3 под воздействием пружины возвращается обратно, и стопа деталей приближается к поворотному барабану 12. Рычаг 6, освобождая деталь, отходит, а очередная деПредмет изобретения
Устройство для отсечки стопы деталей, включающее гибкую трубку и поворотный барабан с приводом, отличающееся тем, что, с 10
целью расширения диапазона его применения, конец гибкой трубки закреплен на нодпружиненном и шарнирно установленном отводящем рычаге, па котором смонтирован взаимодействующий с кулачком зажимной рычаг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для загрузки и разгрузки токарного многошпиндельного станка | 1986 |
|
SU1340976A1 |
| Устройство для подачи деталей в зону обработки | 1986 |
|
SU1470399A1 |
| ЭРГОМЕТР | 1990 |
|
RU2015684C1 |
| СТАНОК ДЛЯ СБОРКИ ГИБКОГО ЭЛЕЛАЕИТА С ЖЕСТКИМИ ДЕТАЛЯМИ | 1972 |
|
SU327961A1 |
| Станок для расточки канавок во вкладышах подшипников | 1983 |
|
SU1194594A1 |
| Станок для расточки канавок во вкладышах подшипников | 1987 |
|
SU1480975A2 |
| Устройство для автоматической зарядки ориентированными крепежными деталями магазинов ручного инструмента | 1978 |
|
SU878495A2 |
| Станок для изготовления проволочных деталей | 1979 |
|
SU897333A1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Автооператор | 1979 |
|
SU772809A1 |