Изобретение относится к области ме.ханосборочного производства, в частности к автоматическим станкам для сборки вязальных спиц, состоящих из двух соединенных эластичной нитью металлических полуспиц.
Известен станок для сборки гибкого элемента с жесткими деталями, содержащий смонтированные на станине и взаимодействующие с распределительным валом привода механизм подачи гибкого элемента с размоточяум барабаном, механизм подачи жестких деталей, механизм соединения гибкого элемента с жесткими деталями, а также механизм удаления готового изделия.
Однако на известном станке невозможно собирать детали типа вязальных спиц, состоящих из двух соединенных эластичной нитью металлических стержней - полуспиц.
С целью сборки гибкого элемента со стержнями, станок снабжен смонтированными на станине и взаимодействующими с распределительным валом привода механизмом отрезки гибкого элемента и механизмом подачи отрезанной части гибкого элемента в зону соединения, выполненным в виде поворотного кронштейна, соединенного посредством рычагов .с клещами. Механизм соединения гибкого элемента с жесткими деталями составлен .из двух симметрично расположенных частей, каждая из которых смонтирована на каретке
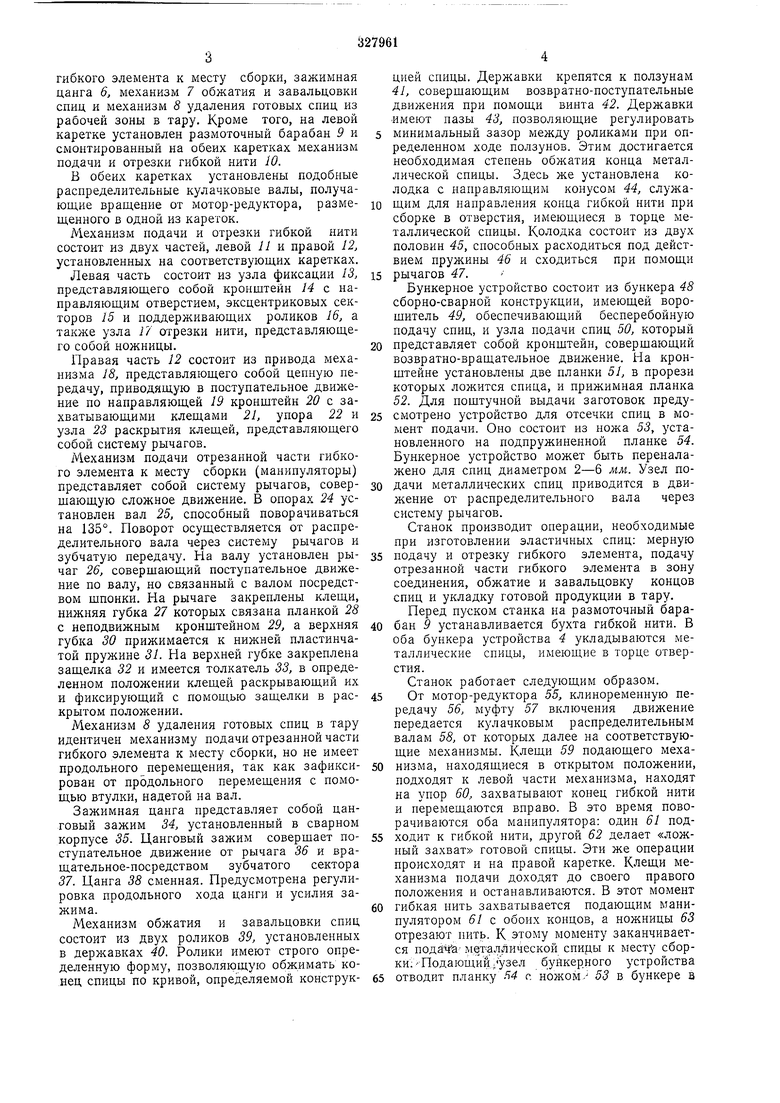
и выполнена в виде соосно установленных цангового патрона для залспма стержня, разрезной колодки с осевым коническим отверстием для центрации гибкого элемента относительно стержня, а также расположенных между ними с возможностью возвратно-поступательного движения двух роликов, служащих для обжатия стержня и гибкого элемента. Механизм подачи гибкого элемента снабжен клещевидными захватами, установленными с возможностью возвратно-поступательного движения на направляющих, предусмотренных в станине. На фиг. 1 показан предлагаемый станок,
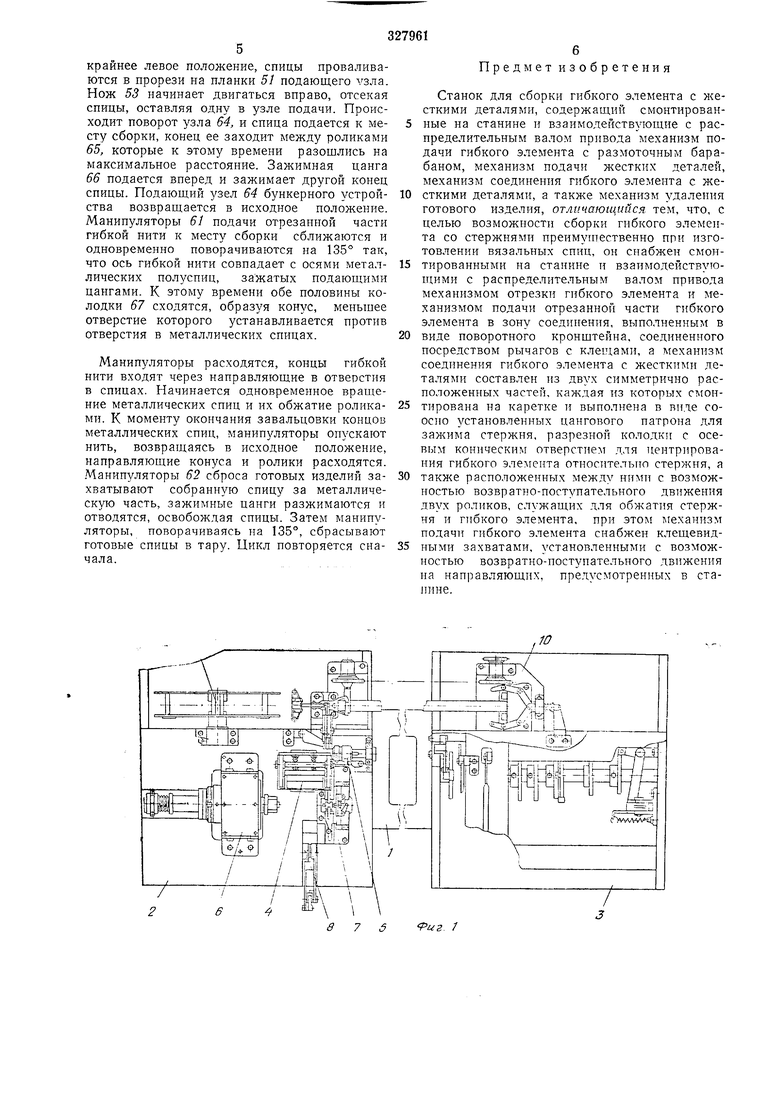
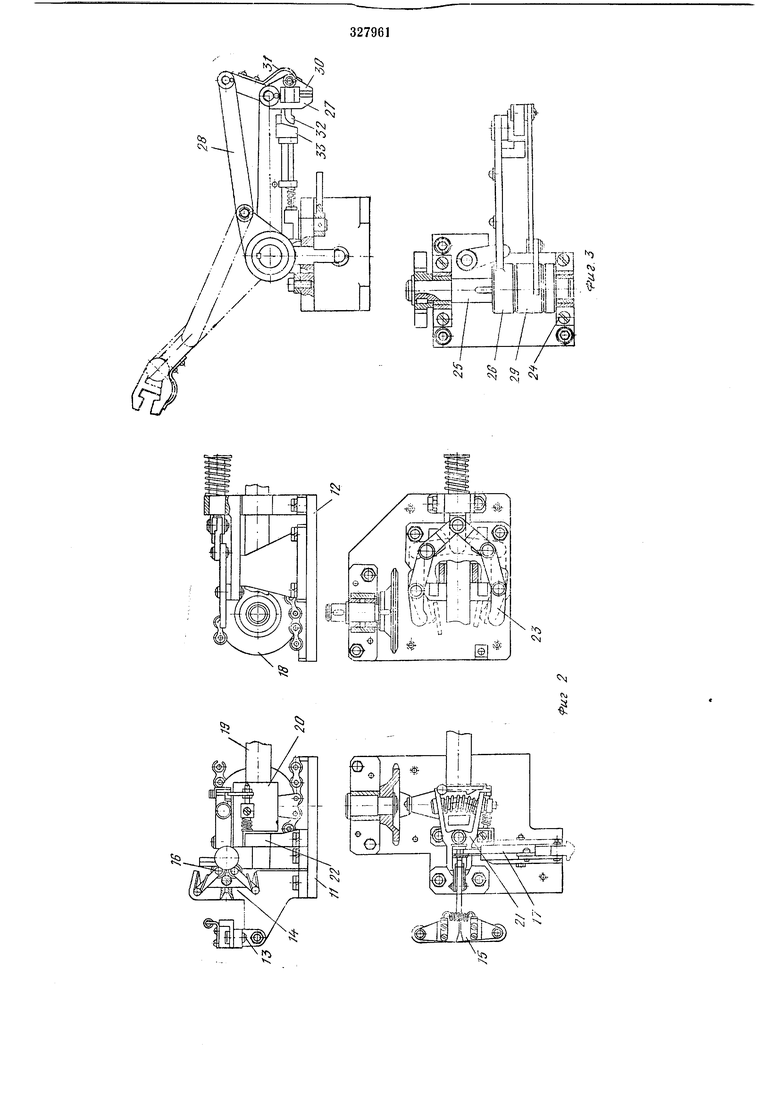
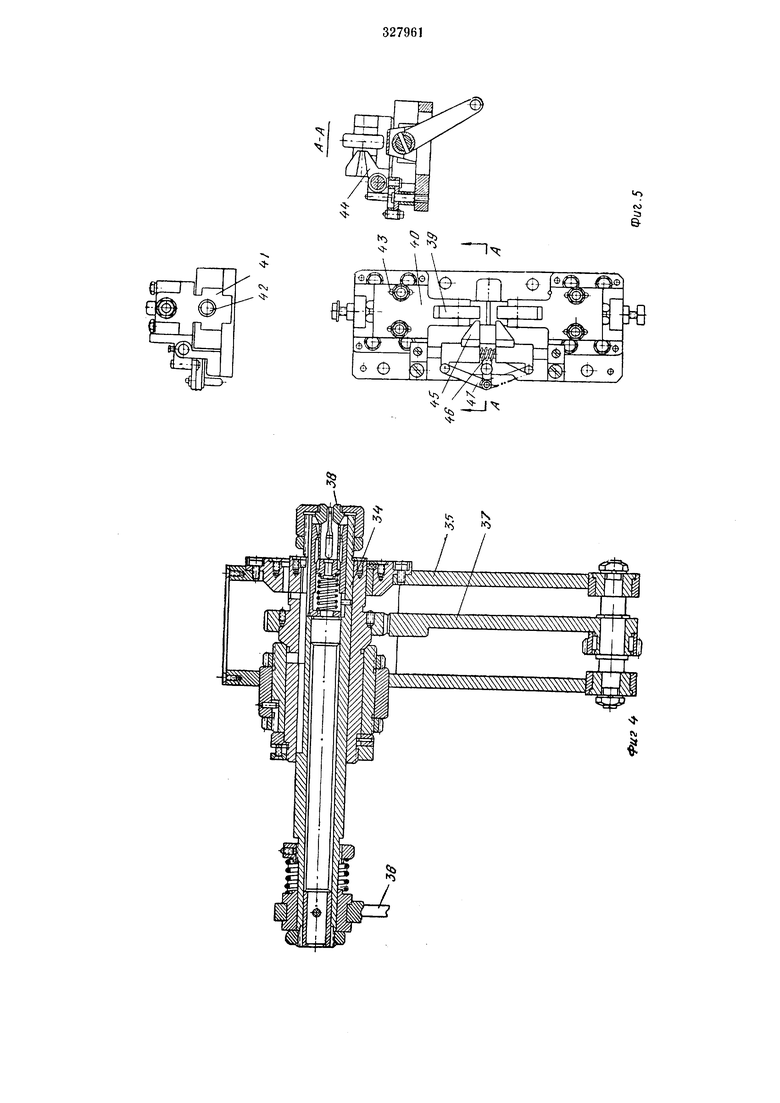
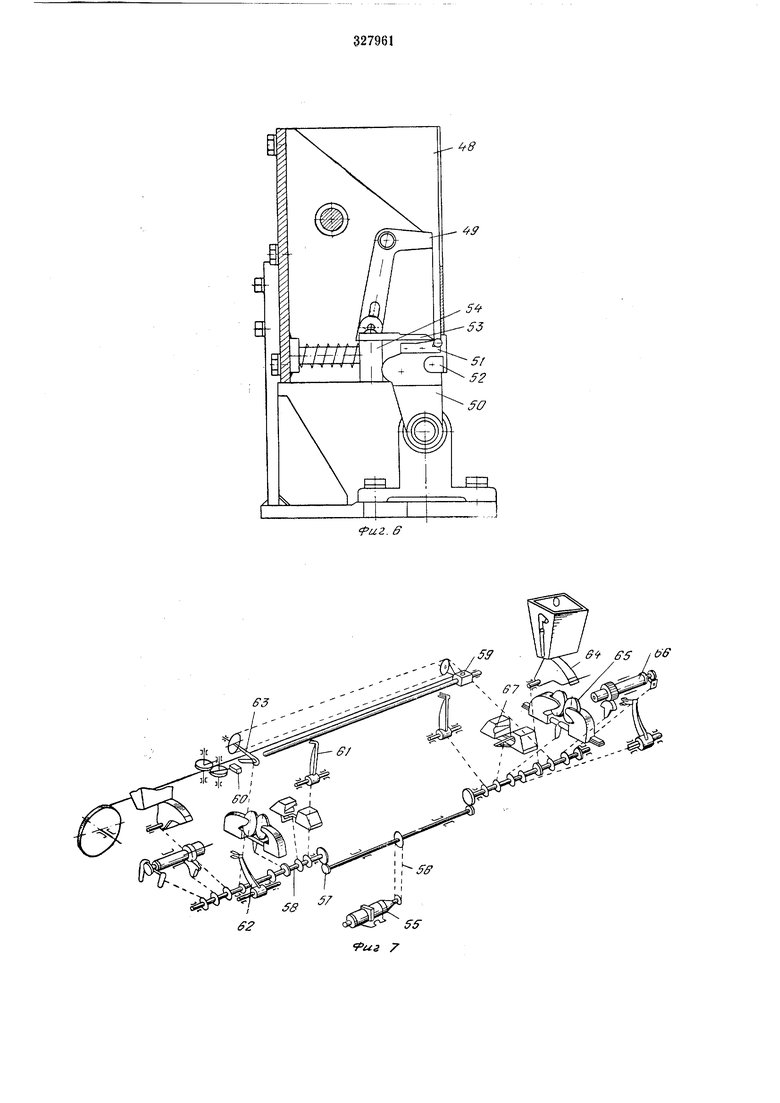
общий вид в плане; на фиг. 2 - механизм подачи и отрезки гибкого элемента; на фиг. 3 - механизм подачи отрезанной части гибкого элемента в зону соединения; на фиг. 4 - цанга зажимная; на фиг. 5 - механизм обжатия и завальцовки спиц с разрезом по А-А; на фиг. б - бункерное устройство; на фиг. 7 - кинематическая схема станка.
Станок содержит станину 1, установленную на двух тумбах сварной конструкции, на которрй расположены две идентичные каретки 2 и 3 с возможностью перемещения по станине для настройки на заданный типоразмер спиц. На каждой каретке имеются бункерное устройство 4 с узлом подачи металлических гибкого элемента к месту сборки, зажимная цанга 6, механизм 7 обжатия и завальцовки спиц и механизм 8 удаления готовых спиц из рабочей зоны в тару. Кроме того, на левой каретке установлен размоточный барабан 9 и 5 смонтированный на обеих каретках механизм подачи и отрезки гибкой нити 10. В обеих каретках установлены подобные распределительные кулачковые валы, получающие вращение от мотор-редуктора, разме- ю щенного в одной из кареток. Механизм подачи и отрезки гибкой нити состоит из двух частей, левой 11 и правой 12, установленных на соответствующих каретках. Левая часть состоит из узла фиксации 13, is представляющего собой кронштейн 14 с направляющим отверстием, эксцентриковых секторов 15 и поддерживаюш,их роликов 16, а также узла Г/ отрезки нити, представляющего собой ножницы. Правая часть 12 состоит из привода механизма 18, представляющего собой цепную передачу, приводящую в поступательное движение по направляющей 19 кронщтейн 20 с захватывающими клещами 21, упора 22 и 25 узла 23 раскрытия клещей, представляющего собой систему рычагов. Механизм подачи отрезанной части гибкого элемента к месту сборки (манипуляторы) представляет собой систему рычагов, совер- зо щающую сложное движение. В опорах 24 установлен вал 25, способный поворачиваться на 135°. Поворот осуществляется от распределительного вала через систему рычагов и зубчатую передачу. На валу установлен ры- 35 чаг 26, совершающий поступательное движение по валу, но связанный с валом посредством шпонки. На рычаге закреплены клещи, нижняя губка 27 которых связана планкой 28 с неподвижным кронштейном 29, а верхняя 40 губка 30 прижимается к нижней пластинчатой пружине 31. На верхней губке закреплена защелка 32 и имеется толкатель 33, в определенном положении клещей раскрывающий их и фиксирующий с помощью защелки в рас- 45 крытом положении. Механизм 8 удаления готовых спиц в тару идентичен механизму подачи отрезанной части гибкого элемента к месту сборки, но не имеет продольного перемещения, так как зафикси- 50 рован от продольного перемещения с помощью втулки, надетой на вал. Зажимная цанга представляет собой цанговый зажим 34, установленный в сварном корпусе 35. Цанговый зажим совершает по- 55 ступательное движение от рычага 36 и вращательное-посредством зубчатого сектора 37. Цанга 38 сменная. Предусмотрена регулировка продольного хода цанги и усилия зажима. Механизм обжатия и завальцовки спиц состоит из двух роликов 39, установленных в державках 40. Ролики имеют строго определенную форму, позволяющую обжимать ко2060 цией спицы. Державки крепятся к ползунам 41, совершающим возвратно-поступательные движения при помощи винта 42. Державки имеют пазы 43, позволяющие регулировать минимальный зазор между роликами при определенном ходе ползунов. Этим достигается необходимая степень обжатия конца металлической спицы. Здесь же установлена колодка с направляющим конусом 44, слул ащим для направления конца гибкой нити при сборке в отверстия, имеющиеся в торце металлической спицы. Колодка состоит из двух половин 45, способных расходиться под действием пружины 46 и сходиться при помощи рычагов 47. Бункерное устройство состоит из бункера 48 сборно-сварной конструкции, имеющей ворошитель 49, обеспечивающий бесперебойную подачу спиц, и узла подачи спиц 50, который представляет собой кронщтейн, совершающий возвратно-вращательное движение. На кронштейне установлены две планки 51, в прорези которых ложится спица, и прижимная планка 52. Для поштучной выдачи заготовок предусмотрено устройство для отсечки спиц в момент подачи. Оно состоит из ножа 53, установленного на подпружиненной планке 54. Бункерное устройство может быть переналажено для спиц диаметром 2-6 мм. Узел подачи металлических спиц приводится в движение от распределительного вала через систему рычагов. Станок производит операции, необходимые при изготовлении эластичных спиц: мерную подачу и отрезку гибкого элемента, подачу отрезанной части гибкого элемента в зону соединения, обжатие и завальцовку концов спиц и укладку готовой продукции в тару, Перед пуском станка на размоточный барабан 5 устанавливается бухта гибкой нити. В оба бункера устройства 4 укладываются металлические спицы, имеющие в торце отверстия. Станок работает следующим образом. От мотор-редуктора 55, клиноременную передачу 56, муфту 57 включепия движение передается кулачковым распределительным валам 58, от которых далее на соответствующие механизмы. Клещи 59 подающего механизма, находящиеся в открытом положении, подходят к левой части механизма, находят на упор 60, захватывают конец гибкой нити и перемещаются вправо. В это время поворачиваются оба манипулятора: один 61 подходит к гибкой нити, другой 62 делает «ложный захват готовой спицы. Эти же операции происходят и на правой каретке. Клещи механизма подачи доходят до своего правого положения и останавливаются. В этот момент гибкая пить захватывается подающим манипулятором 61 с обоих концов, а ножницы 63 отрезают нить. К этому моменту заканчивается ме т-а;1лической спицы к месту сборки;-Подающий иузел буйкерного устройства
крайнее левое положение, спицы проваливаются в прорези на планки 51 подающего узла. Нож 53 начинает двигаться вправо, отсекая спицы, оставляя одну в узле подачи. Происходит поворот узла 64, и спица подается к месту сборки, конец ее заходит между роликами 65, которые к этому времени разошлись на максимальное расстояние. Зажимная цанга 66 подается вперед и зажимает другой конец спицы. Подающий узел 64 бункерного устройства возвращается в исходное положение. Манипуляторы 61 подачи отрезанной части гибкой нити к месту сборки сближаются и одновременно поворачиваются на 135° так, что ось гибкой нити совпадает с осями металлических полуспиц, зажатых подающими цангами. К этому времени обе половины колодки 67 сходятся, образуя конус, меньшее отверстие которого устанавливается против отверстия в металлических спрщах.
Манипуляторы расходятся, концы гибкой нити входят через направляющие в отверстия в спицах. Начинается одновременное вращение металлических спиц и их обжатие роликами. К моменту окончания завальцовки концов металлических спиц, манипуляторы опускают нить, возвращаясь в исходное положение, направляющие конуса и ролики расходятся. Манипуляторы 62 сброса готовых изделий захватывают собранную спицу за металлическую часть, зажимные цанги разжимаются и отводятся, освобождая спицы. Затем манипуляторы, поворачиваясь на 135°, сбрасывают готовые спицы в тару. Цикл повторяется сначала.
Предмет изобретения
Станок для сборки гибкого элемента с жесткими деталями, содержащий смонтированные на станине и взаимодействующие с распределительным валом привода механизм подачи гибкого элемента с размоточным барабаном, механизм подачи жестких деталей, механизм соединения гибкого элемента с жесткими деталями, а также механизм удаления готового изделия, отличающийся тем, что, с целью возможности сборки гибкого элемента со стержнями преимущественно при изготовлении вязальных спиц, он снабжен смонтированными на станине и взаимодействующими с распределительным валом привода механизмом отрезки гибкого элемента и механизмом подачи отрезанной части гибкого элемента в зону соединения, выполненным в
виде поворотного кронштейна, соединенного посредством рычагов с клещами, а механизм соединения гибкого элемента с жесткими деталями составлен нз двух симметрично расположенных частей, каждая из которых смонтирована на каретке и выполнена в виде соосно установленных цангового патрона для зажима стержня, разрезной колодки с осевым коническим отверстием для центрирования гибкого эле: 1ента относительно стержня, а
расположенных между ними с возможностью возвратно-поступательного движения двух роликов, служащих для обжатия стержня и гибкого элемента, при этом механизм подачи гибкого элемента снабжен клещевидными захватами, установленными с возможностью возвратно-поступательного движения на направляющих, предусмотренных в станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтомат для сборки странгуляторов к респираторам | 1974 |
|
SU526364A1 |
| ВСЕСОЮЗНА Pi г «rrJifUO ТГ"-??!!.?!'"'";'JC | 1973 |
|
SU369981A1 |
| Устройство для сборки проволочных контактов | 1988 |
|
SU1554040A1 |
| Устройство для сборки керамических пластинчатых конденсаторов с однонаправленными выводами | 1989 |
|
SU1653015A1 |
| Способ резки тонкостенных труб и устройство для его осуществления | 1990 |
|
SU1775239A1 |
| Устройство для изготовления зонта из проволоки и металлической ленты | 1975 |
|
SU527236A1 |
| Радиально-обжимное устройство | 1985 |
|
SU1310086A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Устройство для автоматической сборки узла,состоящего из двух деталей | 1987 |
|
SU1412931A1 |
| Рабочий ротор роторной машины | 1989 |
|
SU1632590A1 |
nJLUp I /№ jfpmJHiFfiHfc
Si 5 и ;
tr
