Известен способ полугорячей штамповки заготовок типа «шаровой палец, включаюший резку заготовки, редуцирование ее хвостовой части, высадку конической части и формовку сферической головки.
Предложенный способ отличается от известного тем, что высадку конической части и формовку сферической головки производят одновременно при дифференцированном подстуживании редуцированных участков заготовки.
Это позволяет сократить технологический цикл и обеспечивает продольную устойчивость заготовок.
На фиг. 1 приведена схема радиальных вальцов; па фиг. 2 - схема дифференцированного охлаждения заготовки; на фиг. 3 - схема центрации и фиксации заготовки по центру матрицы.
По предложенному способу штамповки заготовки типа шарового пальца конфигурация штампованной заготовки получается непосредственно из горячекатаного прутка, минуя трудоемкую операцию калибровки прутка на волочильном стане.
Это достигается тем, что сначалагорячекатаный пруток рубят на заготовки, одинаковые по весу, и очищают их от окалины. Затем наносят слой мела с графитом, защищающий заготовки от образования окалины при нагреве, нагревают их до 700-750°С и редуцируют
хвостовик на радиальных вальцах. После этого осуществляют дифференцированное подстуживание заготовки смесью жидкости с воздухом и высаживают сферу и коническую часть в штампе с центрацией и фиксацией заготовки по центру матрицы.
Способ позволяет автоматизировать технологический процесс, значительно снижает трудоемкость штамповки, сокращает расход металла и инструмента.
Нагретая заготовка / (см. фиг. 1) поступает в приемник (на чертеже не показан) радиальных вальцов. Подхваченная захватом 2 она попадает в пространство между внутренним 5 и наружным 4 копирами радиальных вальцов.
Копиры имеют три участка. Участок / дает предварительную форму хвостовика, участок // обжимает диаметр хвостовика, и участок /// калибрует хвостовик.
Пройдя все три участка, заготовка под тяжестью собственного веса попадает в приемник спрейера 5 (см. фиг. 2) и становится на подпружиненную площадку 6. Эта площадка и спрейеры 5, 7 VI 8 смонтированы на механической руке 9, приводимой в движение пневмоцилиндром. На спрейеры со смесителя (на чертеже не по,казан) подают охлаждающую смесь. За время перемещения заготовки механической рукой в щтамп она охлаждается. При движении механической руки площадка 6
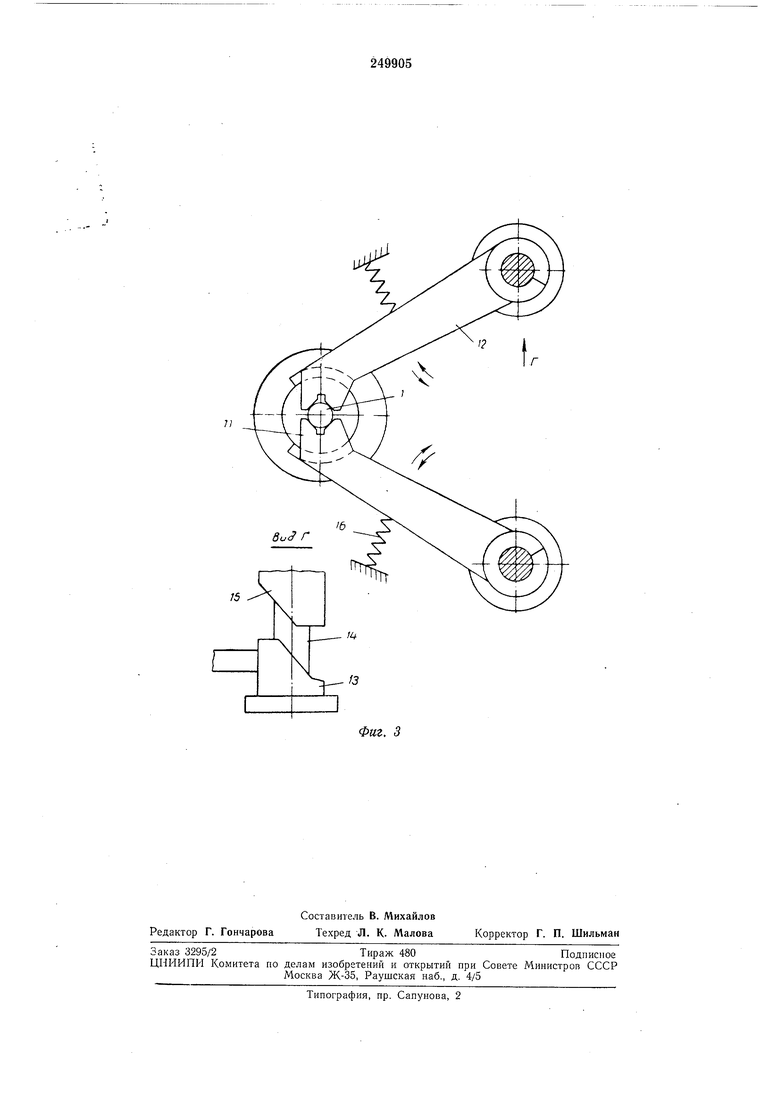
упирается в матрицу 10 штампа, а заготовка проходит далее до совмещения с осью этой матрицы и под действием собственного веса падает в матрицу, где она фиксируется по центру фиксатором 11 (см. фиг. 3) рычагов 12. Последние свободно вращаются вместе с нижними копирными втулками 13 вокруг колонок 14 штампа.
При рабочем ходе пресса (на чертеже не показан) в заготовку сначала врезаются верхний и нижний центры, затем контркопиры, выполненные в верхних втулках 15, с момента формовки верхнего и нижнего центров отводят нижние копиры втулки 13 вместе с рычагами 12 и фиксаторами 11 из рабочей зоны штампов.
При обратном ходе пресса пружины 16 возвращают фиксаторы в рабочую зону.
Предмет изобретения
Способ полугорячей штамповки заготовок деталей типа «шаровой палец .посредством резки заготовок, редуцирования, высадки конической части и формовки сферической головки, отличающийся тем, что, с целью сокращения технологического цикла и обеспечения продольной устойчивости заготовок при штамповке, производят дифференцированное подстуживание редуцированных участков заготовки, а высадку конической части осуществляют совместно с формовкой сферической головки.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ШТАМПОВКИ ШАРОВОГО ПАЛЬЦА | 1999 |
|
RU2138360C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2017 |
|
RU2652331C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА СТЕРЖНЯ С ФЛАНЦЕМ | 2009 |
|
RU2419505C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВ | 2002 |
|
RU2238167C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОВЫХ ПАЛЬЦЕВХ | 1996 |
|
RU2095185C1 |
| СПОСОБ БЕЗОБЛОЙНОЙ ВЫСАДКИ КЛЕММНЫХ БОЛТОВ ДЛЯ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2014 |
|
RU2561576C1 |
| Автоматическая линия для изготовления зубьев борон | 1975 |
|
SU556026A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ГОЛОВКОЙ И КОНИЧЕСКИМ УЧАСТКОМ НА СТЕРЖНЕ | 2007 |
|
RU2336143C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ | 1996 |
|
RU2092267C1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |

А -4
8 -Б
В -В
fnoeff / yrrjoj
;;
Фиг. 3
