Известны механизмы установки валков прокатного стана, включающие механическое и гидравлическое устройства и работающие по следующей кинематической схеме: первоначальная установка раствора между валками осуществляется перемещением нажимных винтов от электромеханического привода, а последующая его корректировка в процессе прокатки производится гидравлическим устройством, имеющим самостоятельный привод.
Недостатками указанных механизмов являются применение двух самостоятельных приводов и значительное усложнение схемы управления для регулирования толщины полосы в процессе прокатки.
Предлагаемый механизм отличается тем, что механическое и гидромеханическое устройства установки раствора между рабочими валками выполнены с общим приводом, связанным с обоими устройствами элементами переключения, например зубчатыми муфтами.
Это позволяет значительно упростить схему управления механизмом установки, повысить надежность его работы и эффективность регулирования толщины полосы в процессе прокатки.
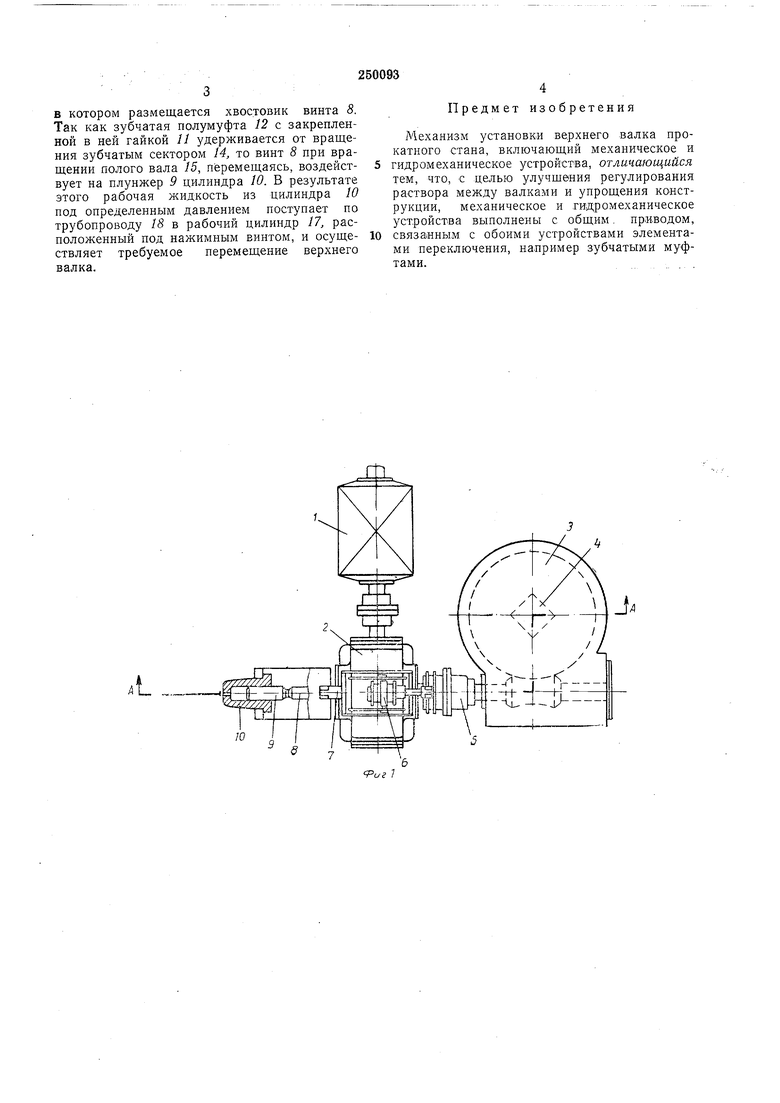
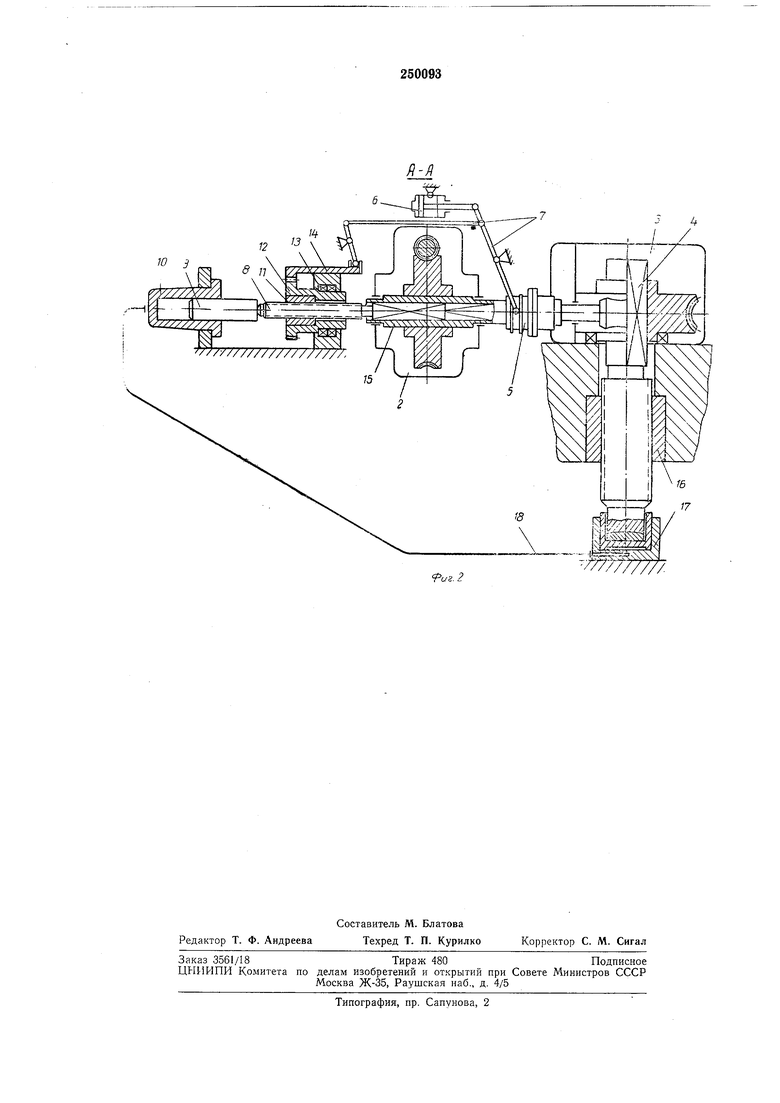
Описываемый механизм содержит электродвигатель А червячный редуктор 2 общего привода, червячный редуктор 3 нажимного винта, нажимной винт 4, управляемую зубчатую муфту 5, пневмоцилиндр 6, систему рычагов 7, винт 8 гидромеханического устройства с квадратным хвостовиком, плунжер 9, цилиндр 10, вращающуюся гайку 11, зубчатую полумуфту 12, подщипники 13, зубчатый сектор 14, полый вал 15 с квадратным отверстием, гайку 16 нажимного винта, рабочий цилиндр 17 и трубопровод 18.
Установка исходного раствора валков производится нажимным винтом 4, привод которого осуществляется от электродвигателя / через червячные редукторы 2 и 3. При этом посредством пневмоцилиндра 6 и системы рычагов 7 включается зубчатая муфта 5, а зубчатый сектор М выводится из зацепления с
0 зубчатой полумуфтой 12. Винт 8 гидромеханического устройства и зубчатая полумуфта 12 с закрепленной в пей гайкой // вращаются в подшипниках 13, и осевого перемещения винта 8 мультипликатора не происходит. После установки исходного зазора зубчатая муфта 5 выключается, а зубчатый сектор 1 вводится в зацепление с зубчатой полумуфтой 12 и удерживает ее от вращения. Электродвигатель / осуществляет привод винта 8 через червячный редуктор 2 с полым валом 15,
в котором размещается хвостовик винта 8. Так как зубчатая полумуфта 12 с закрепленной в ней гайкой 11 удерживается от вращения зубчатым сектором 14, то винт 8 прн вращении полого вала 15, перемещаясь, воздействует на плунжер 9 цилиндра 10. В результате этого рабочая жидкость из цилиндра 10 под определенным давлением поступает по трубопроводу 18 Б рабочий цилиндр 17, расположенный под нажимным винтом, и осуществляет требуемое перемещение верхнего валка.
Предмет изобретения
Л1еханизм установки верхнего валка прокатного стана, включающий механическое и гидромеханическое устройства, отличающийся тем, что, с целью улучшения регулирования раствора между валками и упрощения конструкции, механическое и гидромеханическое устройства выполнены с общим. приводом, связанным с обоими устройствами элементами переключения, например зубчатыми муфтами.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Устройство для дискретного регулирования межвалкового зазора прокатной клети | 1988 |
|
SU1570813A1 |
| Привод валков рабочей клети прокатного стана | 1982 |
|
SU1026865A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| Нажимное устройство прокатной клети | 1979 |
|
SU880529A1 |
| Прокатный стан | 1989 |
|
SU1639808A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1998 |
|
RU2160173C2 |
| ПРИВОД РАБОЧИХ ВАЛКОВ ПРОКАТНОГО СТАНА | 1970 |
|
SU269127A1 |
| Нажимное устройство прокатной клети | 1979 |
|
SU804029A1 |
| Механизм предварительной установки валков прокатного стана | 1988 |
|
SU1570812A1 |
,L
/О
