Изобретение относится к прокатному производству в области черной и цветной металлургии и предназначено для производства полосовых клиновидных, фасонных и сортовых профилей.
Цель изобретения - повышение производительности за счет снижения трудозатрат по настройке стана.
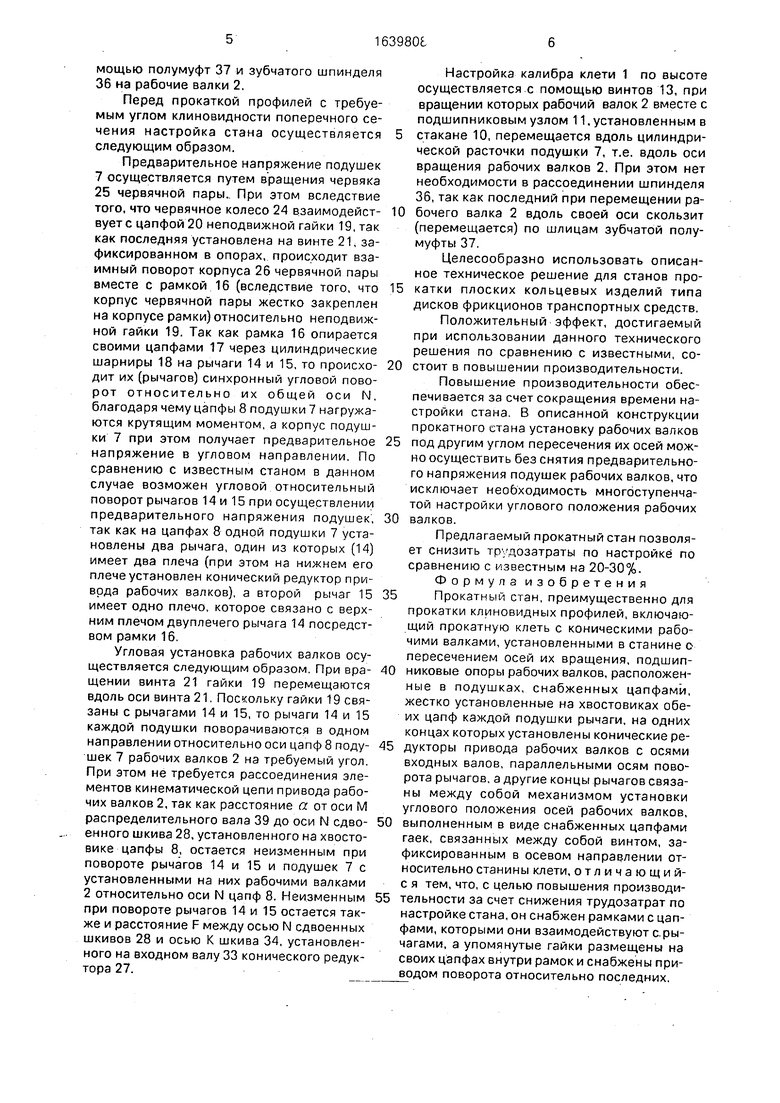
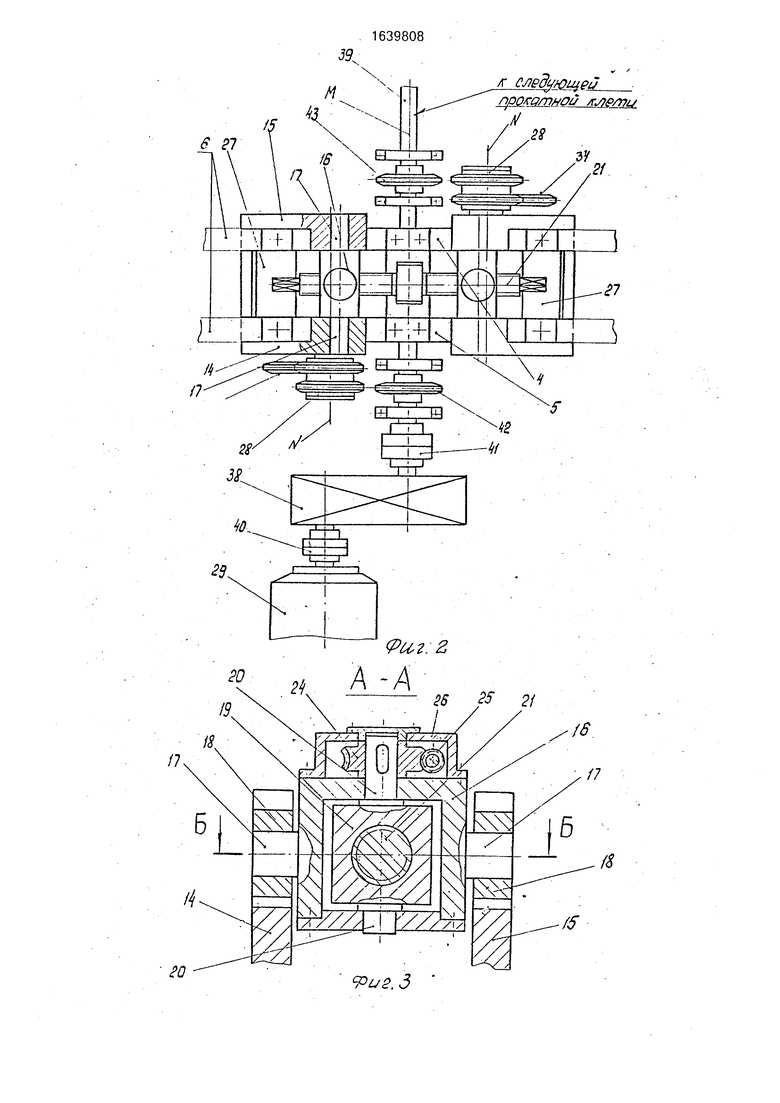
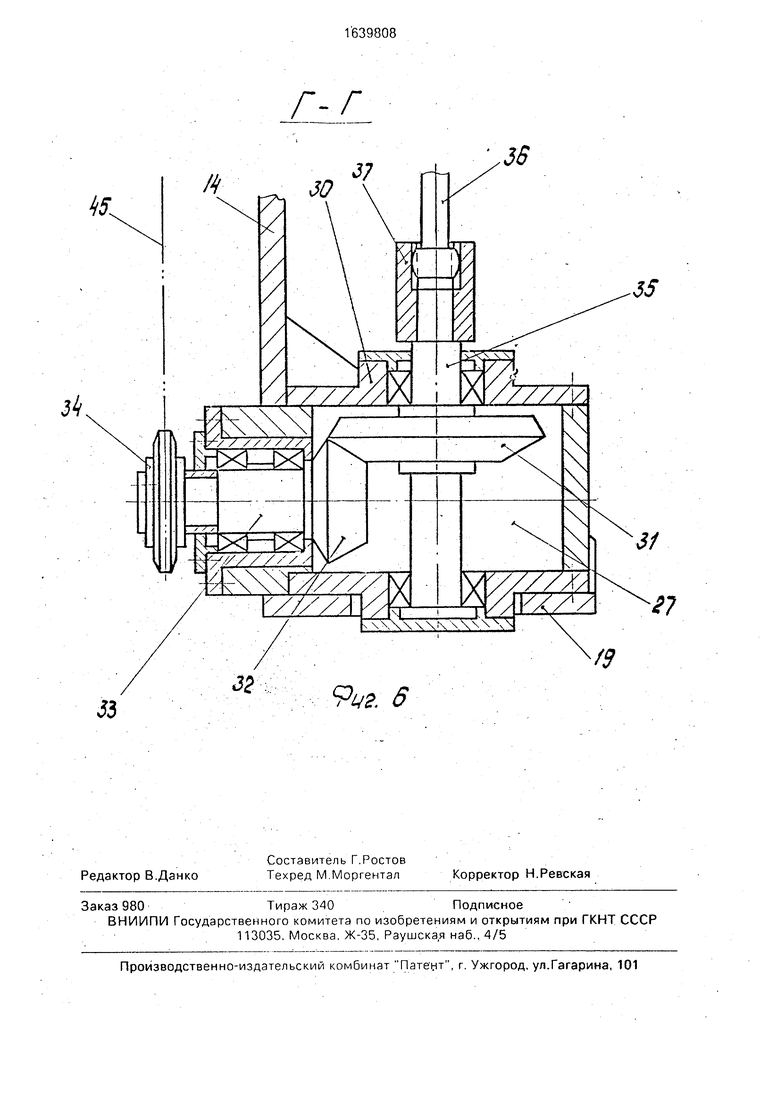
На фиг. 1 изображен прокатный стан со стороны задачи металла в валки с частичным разрезом; на фиг. 2 - то же, сверху с частичным разрезом; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - разрез Г-Г на фиг. 1.
Прокатный стан содержит рабочую клеть 1 с коническими рабочими валками 2, установленными в станине 3 с пересечением осей их вращения. Станина 3 состоит из двух параллельных между собой стоек 4 и 5, закрепленных на плитовине 6. Между стойками 4 и 5 станины располагаются подушки 7 рабочих валков 2. Подушка 7 снабжена цапфами 8, входящими в цилиндрические расточки стоек 4 и 5 станины 3. Кроме того, подушка 7 имеет цилиндрическую расточку для установки подшипниковой опоры 9 рабочего валка 2, которая состоит из цилиндрического стакана 10 и подшипников 11 качения, зафиксированных в стакане 10 с помощью крышки 12. Рабочий валок 2 вместе с подшипниковой опорой 9 имеет возможность перемещаться вдоль цилиндрической расточки подушки7спомощьюустановочныхвинтов13. На цапфах 8 каждой подушки 7 на шлицах с обеих сторон станины 3 установлены по два двуплечих рычага 14 и 15. Осью поворота рычагов 14 и 15 является ось цапф подушки 7, На верхних плечах каждой пары рычагов 14 и 15 установлены рамки 16 с цапфами 17, которыми они через шарниры 18 опираются на упомянутые рычаги 14 и 15. Внутри рамки 16 установлена гайка 19 с цапфами 20, которыми она опирается на упомянутую рамку 16. Гайки 19, расположенные внутри рамок 16, связаны между собой с помощью регулировочного винта 21, зафиксированного от осевого перемещения с помощью опор 22 и 23. Опоры винта 21 закреплены на станине 3. На удлиненной цапфе 20 гайки 19 жестко установлено червячное колесо 24 червячной пары, служащей для поворота рамки 16 относительно гайки 19. Червяк 25 установлен в корпусе 26, жестко закрепленном на корпусе рамки 16.
На нижних плечах рычагов 14 каждой подушки 7 на кронштейнах установлены конические редукторы 27 привода рабочих валков. Рычаги 15 каждой подушки 7 имеют
только одно плечо, на которое опирается рамка 16,
На одной из цапф 8 каждой подушки 7 свободно на подшипниках качения установлены сдвоенные шкивы 28 (звездочки) гибкой (цепной) передачи вращения от электродвигателя 29 к рабочим валкам 2. Для обеспечения наиболее рациональной компоновки привода вращения рабочих валков 2
0 шкивы 28 обеих подушек 7 установлены по отношению друг к другу асимметрично, по разные стороны станины 3 клети 1.
Конический редуктор 27 привода рабочих валков 2 состоит из корпуса 30, в кото5 ром расположены шестерни 31 и 32, На входном валу 33 редуктора 27 установлен шкив34(звездочка). Выходной вал 35 редуктора 27 связан с рабочим валком 2 клети 1 с помощью зубчатого шпинделя 36 и полу0 муфт 37.
Привод рабочих валков 2 состоит из электродвигателя 29, редуктора 38, распределительного вала 39 и соединительных муфт 40 и 41.
5Распределительный вал 39 расположен
ниже уровня прокатки под рабочей клетью 1 с осью М вращения, параллельной оси прокатки. Такая схема привода позволяет осуществлять от одного распределительно0 го вала 39 привод рабочих валков 2 нескольких рабочих клетей 1, расположенных в непрерывную группу.
На распределительном валу 39 установлены шкивы 42 и 43 (звездочки) для переда5 чи вращения от электродвигателя 29 к рабочим валкам 2 прокатной клети 1.
Шкивы 42 и 43 связаны гибкой связью 44 (цепью) со сдвоенными шкивами 28, свободно установленными на хвостовиках
0 цапф 8, а шкивы 28. в свою очередь, связаны гибкой связью 45 (цепью) со шкивами 34, установленными на входных валах 33 редукторов 27.
Работа прокатного стана осуществляет5 ся следующим образом.
Вращение от электродвигателя 29 передается с помощью муфт 40, редуктора 38, муфты 41 на распределительный вал 39, на котором установлены шкивы 42 и 43 (звез0 дочки), Далее вращение с помощью гибкой связи 44 (цепи) передается на сдвоенные шкивы 28, ось вращения которых совпадает с осью цапф 8 подушек 7 рабочих валков 2 и которые свободно на подшипниках качения
5 установлены на хвостовиках цапф 8. Вращение со сдвоенных шкивов 28 с помощью гибкой связи 45 (цепи) передается на шкив 34, установленный на входном валу 33 конических редукторов 27. Далее вращение от конических редукторов 27 передается с помощью полумуфт 37 и зубчатого шпинделя 36 на рабочие валки 2,
Перед прокаткой профилей с требуемым углом клиновидное™ поперечного сечения настройка стана осуществляется следующим образом.
Предварительное напряжение подушек 7 осуществляется путем вращения червяка 25 червячной пары. При этом вследствие того, что червячное колесо 24 взаимодействуете цапфой 20 неподвижной гайки 19, так как последняя установлена на винте 21, зафиксированном в опорах, происходит взаимный поворот корпуса 26 червячной пары вместе с рамкой 16 (вследствие того, что корпус червячной пары жестко закреплен на корпусе рамки) относительно неподвижной гайки 19. Так как рамка 16 опирается своими цапфами 17 через цилиндрические шарниры 18 на рычаги 14 и 15, то происходит их (рычагов) синхронный угловой поворот относительно их общей оси N, благодаря чему цапфы 8 подушки 7 нагружаются крутящим моментом, а корпус подушки 7 при этом получает предварительное напряжение в угловом направлении. По сравнению с известным станом в данном случае возможен угловой относительный поворот рычагов 14 и 15 при осуществлении предварительного напряжения подушек, так как на цапфах 8 одной подушки 7 установлены два рычага, один из которых (14) имеет два плеча (при этом на нижнем его плече установлен конический редуктор привода рабочих валков), а второй рычаг 15 имеет одно плечо, которое связано с верхним плечом двуплечего рычага 14 посредством рамки 16.
Угловая установка рабочих валков осуществляется следующим образом. При вращении винта 21 гайки 19 перемещаются вдоль оси винта 21. Поскольку гайки 19 связаны с рычагами 14 и 15, то рычаги 14 и 15 каждой подушки поворачиваются в одном направлении относительно оси цапф 8 подушек 7 рабочих валков 2 на требуемый угол. При этом не требуется рассоединения элементов кинематической цепи привода рабочих валков 2, так как расстояние а от оси М распределительного вала 39 до оси N сдвоенного шкива 28, установленного на хвостовике цапфы 8, остается неизменным при повороте рычагов 14 и 15 и подушек 7 с установленными на них рабочими валками 2 относительно оси N цапф 8. Неизменным при повороте рычагов 14 и 15 остается также и расстояние F между осью N сдвоенных шкивов 28 и осью К шкива 34, установленного на входном валу 33 конического редуктора 27.
Настройка калибра клети 1 по высоте осуществляется с помощью винтов 13, при вращении которых рабочий валок 2 вместе с подшипниковым узлом 11, установленным в 5 стакане 10, перемещается вдоль цилиндрической расточки подушки 7, т.е. вдоль оси вращения рабочих валков 2. При этом нет необходимости в рассоединении шпинделя 36, так как последний при перемещении ра10 бочего валка 2 вдоль своей оси скользит (перемещается) по шлицам зубчатой полумуфты 37.
Целесообразно использовать описанное техническое решение для станов про15 катки плоских кольцевых изделий типа
дисков фрикционов транспортных средств.
Положительный эффект, достигаемый
при использовании данного технического
решения по сравнению с известными, со0 стоит в повышении производительности.
Повышение производительности обеспечивается за счет сокращения времени настройки стана. В описанной конструкции прокатного стана установку рабочих валков
5 под другим углом пересечения их осей можно осуществить без снятия предварительного напряжения подушек рабочих валков, что исключает необходимость многоступенчатой настройки углового положения рабочих
0 валков.
Предлагаемый прокатный стан позволяет снизить трудозатраты по настройке по сравнению с известным на 20-30%. Формула изобретения
5Прокатный стан, преимущественно для
прокатки клиновидных профилей, включающий прокатную клеть с коническими рабочими валками, установленными в станине о пересечением осей их вращения, подшип0 никовые опоры рабочих валков, расположенные в подушках, снабженных цапфами, жестко установленные на хвостовиках обеих цапф каждой подушки рычаги, на одних концах которых установлены конические ре5 дукторы привода рабочих валков с осями входных валов, параллельными осям поворота рычагов, а другие концы рычагов связаны между собой механизмом установки углового положения осей рабочих валков,
0 выполненным в виде снабженных цапфами гаек, связанных между собой винтом, зафиксированным в осевом направлении относительно станины клети, отличающий- с я тем, что, с целью повышения производи5 тельности за счет снижения трудозатрат по настройке стана, он снабжен рамками с цапфами, которыми они взаимодействуют с рычагами, а упомянутые гайки размещены на своих цапфах внутри рамок и снабжены приводом поворота относительно последних.
21
/г следу/ощеь
npQte&U&Lx-A&Sy.
ff
28
ЗУ 21
/5
Фи2, 5
#
17
5-5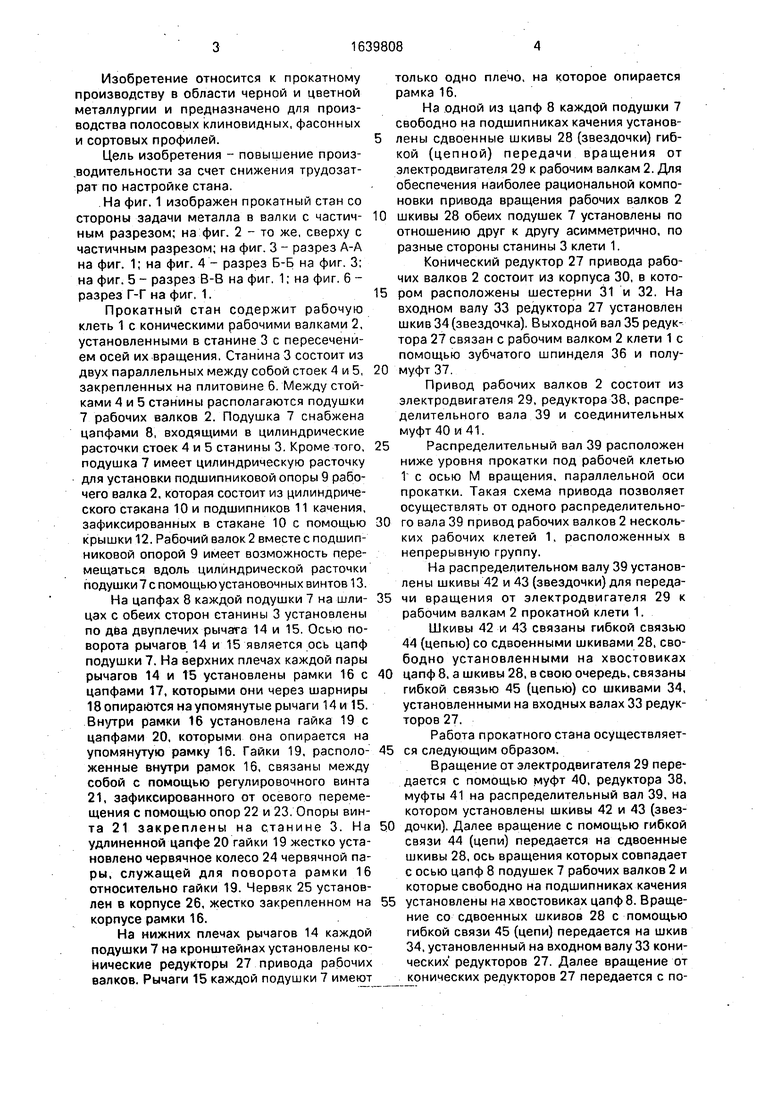
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1990 |
|
SU1731308A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1533787A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
| Рабочая клеть прокатного стана | 1989 |
|
SU1623807A1 |
| Рабочая клеть для прокатки (волочения) | 1987 |
|
SU1447440A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| БЕССТАНИННАЯ ДВУХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2008 |
|
RU2387504C1 |
| Рабочая клеть прокатного /роликового/ стана | 1984 |
|
SU1225625A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Бесстанинная рабочая клеть прокатного стана | 1987 |
|
SU1500402A1 |
Изобретение относится к прокатному производству в черной и цветной металлургии и предназначено для производства пов Г лосовых клиновидных, фасонных и сортовых профилей. Цель изобретения - повышение производительности за счет снижения трудозатрат по настройке стана. Снабжение прокатного стана рамками 16с цапфами 17 позволяет проводить операции предварительного напряжения подушек 7 и угловую установку валков 2 независимо друг от друга. Предварительное напряжение подушек 7 создается вращемием червяков 25. Рычаги 16 поворачивают подушки 7, нагружая их крутящим моментом. Угловая установка валков производится вращением винтов 21. Эти две операции благодаря рамкам 16 не требуют рассоединения кинематических цепей. Это упрощает настройку стана, сокращает ее время и, следовательно, повышает производительность. 6 ил. А Ч 23 сл с о ы о 00 о 00
/9
П
2S
9Ьг. 4
9us.5
Г-Г
Я/2. 6
,36
3S
fd
| Прокатная клеть | 1975 |
|
SU601863A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Рабочая клеть для прокатки (волочения) | 1987 |
|
SU1447440A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Кузнечная нефтяная печь с форсункой | 1917 |
|
SU1987A1 |
| Прокатный стан | 1987 |
|
SU1475741A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
