Известен способ изготовления листового полированного стекла посредством подачи стекломассы под гидростатическим давлением на поверхность расплавленного металла и перемещения ее в виде ленты .по последней.
Описываемый способ по сравнению с известным обеспечивает ведение процесса при пониженных температурах.
.Это достигается тем, что стекломассу подают в толщу расплавленного металла И из всплывающей луковицы осуществляют вытягивание ленты стекла.
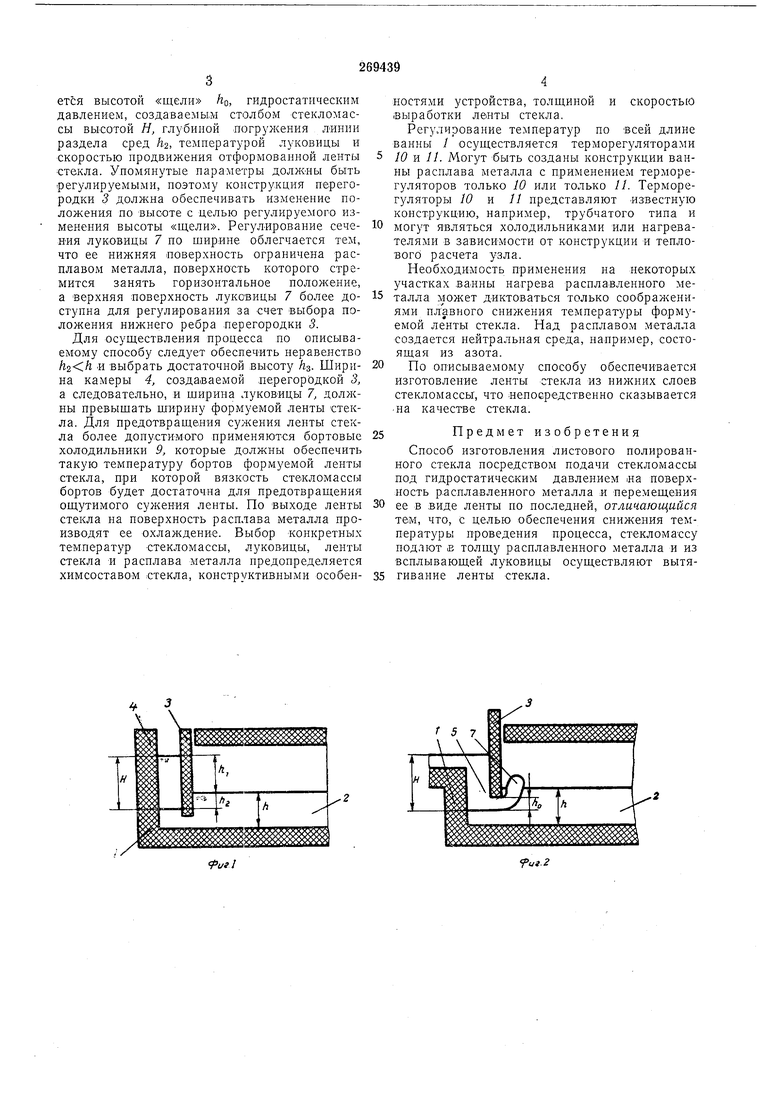
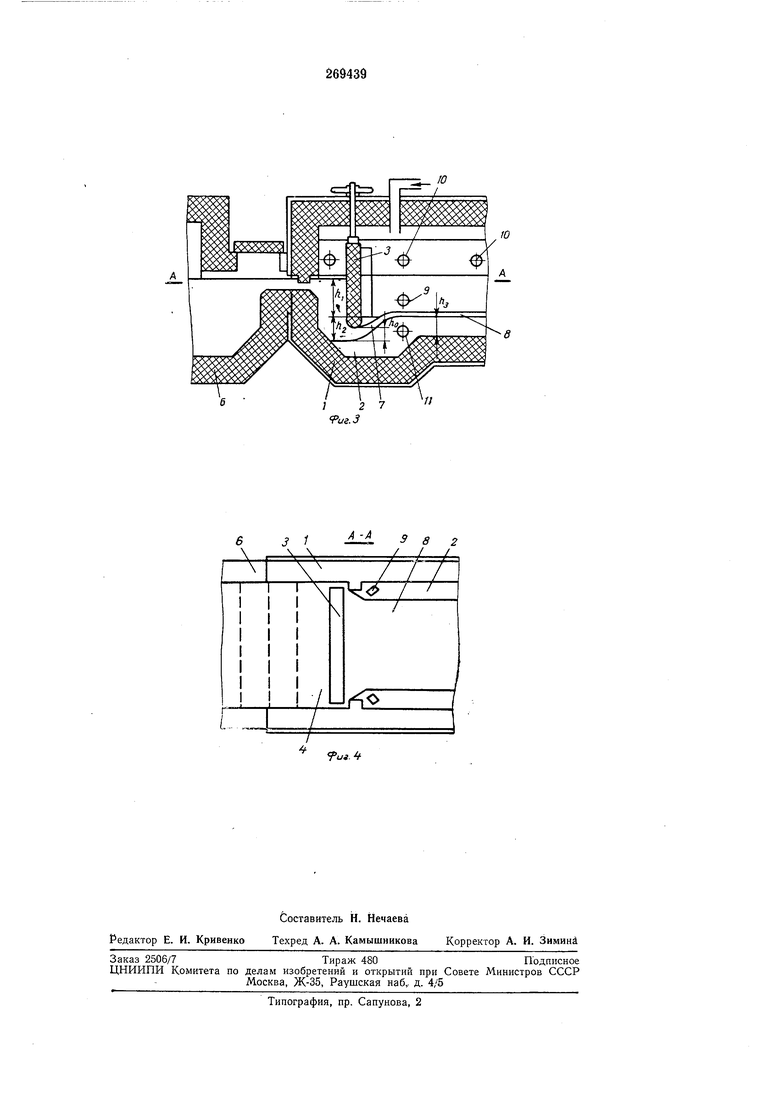
На фиг. I и 2 показана головная часть ванны с расплавленным металлом; на фиг. 3-устройство для осуществления способа, продольиый разрез; на фиг. 4 - то же, в плане.
В головной части ванны / с расплавленным металлом 2 установлена перегородка 3, образующая камеру 4, в котором находится расплавленная стекломасса 5.
При высоте стекломассы, равной Я, устанавливается равновесие двух расплавов с различным удельным весом.
Для установ«1вщегося равновесия всегда справедливо Hyi h2 zПри + hz получим (fti-bi 2)Yi 2Y2, где Yi удельный вес стекломассы;
h -глубина слоя расплава металла;
А - высота стекломассы над поверхностью расплава металла;
/Z2 - глубина погрул ения стекломассы в расплав металла.
Так как ft2 /i и принимая ,5,
72- Ti V2 , получим /i2 - /ii:2 или /ii .
Таким образом, линия раздела сред стекломасса - расплав металла будет размещена на глубине Я.
На фиг. 2 перегородка 5 поднята таким образом, что ее Нижнее ребро образует с линией раздела сред «щель высотой /TO.
К ванне / пристроен лоток 6, который нелрерывно питает стекломассой 5 камеру 4, высотой Я. В этом случае стекломасса заполнит «щель с высотой Ло и образует луковицу 7, из которой вытягивают ленту 8. При этом устанавливается динамическое равновесие, показанное на фиг. 3 и 4. Для обеспечения вытягивания непрерывной ленты стекла к ней должно быть приложено постоянно действующее усилие. При этом вытягивание ленты стекла осуществляется в толще расплавленного металла в горизонтальном направлении. Питание стекломассой ванны расплава металла осуществляется под воздействием гидростатического давления столба стекломассы.
ется высотой «щели Ло, гидростатическим давлением, создаваемым столбом стекломассы высотой Н, глубииой .погружения л-инии раздела сред hz, температурой луковицы и скоростью продвижения отформованной ленты стекла. Упомянутые параметры долж-иы быть регулируемыми, поэтому конструкция перегородки 3 должна обеспечивать изменение положения по высоте с целью регулируемого изменения высоты «щели. Регулирование сечеНИя луковицы 7 по щирине облегчается тем, что ее нижняя поверхность ограничена расплавом металла, поверхность которого стремится занять горизонтальное положение, а верхняя поверхность луковицы 7 более доступна для регулирования за счет выбора положения нижнего ребра перегородки 5.
Для осуществления процесса по описываемому способу следует обеспечить неравенство -и выбрать достаточной высоту АЗ- Ширина камеры 4, создаваемой перегородкой 3, а следовательно, и ширина луковицы 7, должны превышать ширину формуемой ленты стекла. Для предотвращения ленты стекла более допустимого применяются бортовые холодильники 9, которые должны обеспечить такую температуру бортов формуемой лепты стекла, при которой вязкость стекломассы бортов будет достаточна для предотвращения ощутимого сужения ленты. По выходе ленты стекла на поверхность расплава металла производят ее охлаледепие. Выбор конкретных температур стекломассы, луковицы, ленты стекла и расплава металла предопределяется химсоставом стекла, конструктивными особенкостями устройства, толщиной и скоростью выработки ленты стекла.
Регулирование температур по всей длине ванны / осуществляется терморегуляторами 10 и 11. Могут быть созданы конструкции ванны расплава металла с применением терморегуляторов только 10 или только 11. Терморегуляторы 10 и 11 представляют известную конструкцию, например, трубчатого типа и могут являться холодильниками или нагревателями в зависимости от конструкции и теплового расчета узла.
Необходимость применения на некоторых участках ванны нагрева расплавленного металла может диктоваться только соображениями плавного снижения температуры формуемой ленты стекла. Над расплавом металла создается нейтральная среда, например, состоящая из азота.
По описываемому способу обеспечивается изготовление ленты стекла из нижних слоев стекломассы, что «еносредственно сказывается на качестве стекла.
Предмет изобретения
Способ изготовления листового полированного стекла посредством подачи стекломассы под гидростатическим давлением «а поверхность расплавленного металла и перемещения ее в виде ленты ио последней, отличающийся тем, что, с целью обеспечения снижения температуры проведения процесса, стекломассу подают Е толщу расплавленного металла и из всплывающей луковицы осуществляют вытягивание ленты стекла.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1969 |
|
SU252561A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ И ОДНОВРЕМЕННОГО УПРОЧНЕНИЯ ЛИСТОВОПЭ СТЕКЛА | 1969 |
|
SU252559A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 1969 |
|
SU233187A1 |
| Устройство для формования ленты стекла | 1979 |
|
SU857019A1 |
| ВАННА К УСТАНОВКЕ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГО СТЕКЛА | 1969 |
|
SU251159A1 |
| Ванна к установке для изготовления листового стекла | 1971 |
|
SU366694A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВЛ^^Н^гд'СТЕКЛА | 1971 |
|
SU299470A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПОЛИРОВАННОГОСТЕКЛА | 1968 |
|
SU220438A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО СТЕКЛА | 2001 |
|
RU2211808C2 |
| Устройство для производства листового стекла | 1977 |
|
SU678852A1 |
63 982
/ / /
