Известны устройства для зажима нежестких в осевом направлении деталей при механической обработке, установленных в центрах передней И задней бабок с подвижными пинолями, совершающими возвратно-поступательное движение .при помощи тяги.
Предлагаемое устройство, с целью уменьшения перемещающихся масс, снабжено гид-роцилиндром, большой поршень которого, уиирающийся в ограничительный уступ на внутренней стенке гидроцилиндра, связан с ;пинолью передней бабки, а малый - с линолью задней бабки посредством тяги, жестко фиксируемой с гидроцилиндром.
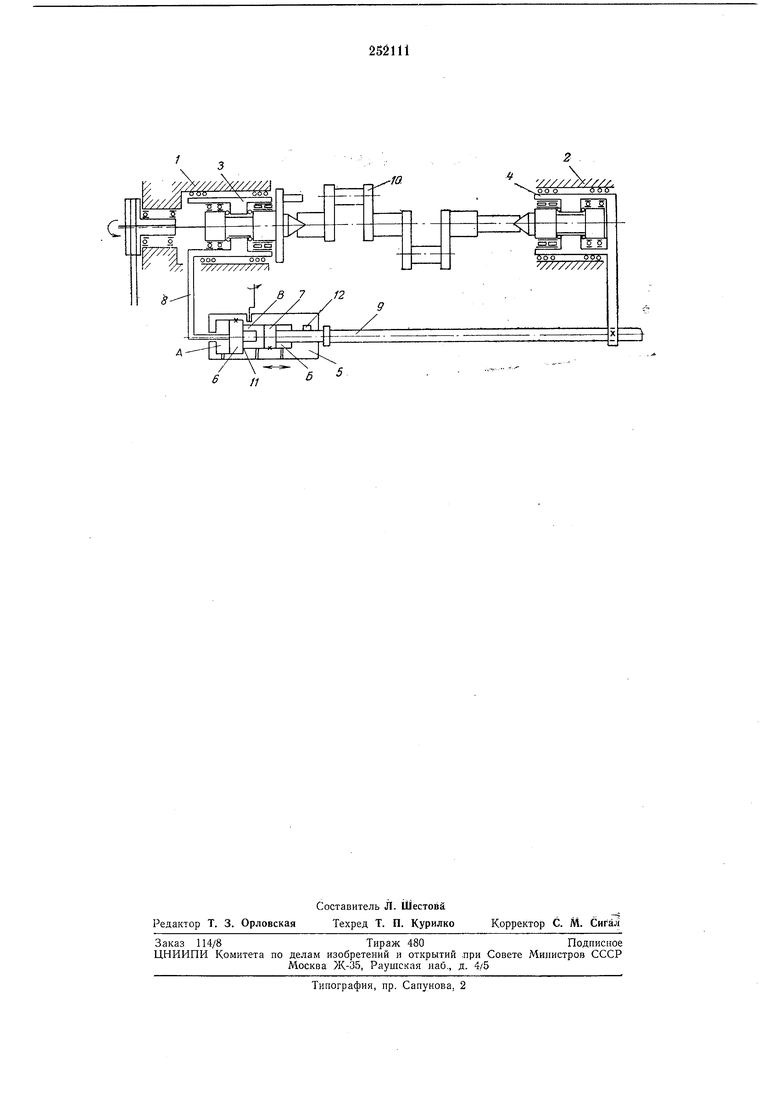
На чертеже изображена лрииципиальная схема описываемого устройства.
Устройство для зажима деталей, нежестких в осевом направлении, ври шлифовании состоит из передней 1 и задней 2 бабок, подвижных линолей 3 и 4, тидроцилиндра 5 с .большим 6 и малым 7 поршнями. Большой поршень 6 связан тягой 8 с цинолью 3 передней бабки. Малый поршень 7 связан тягой 9 с пинолью 4 задней бабки; Изделие 10 зажимается перемещением пинолей пе|редней и задней бабок при подаче давления одновременно в полости А к Б гидроцилиидра.
иус гидроцилиндра, а сила зажима изделия определяется давлением жидкости в .полости Б. Иосле того как изделие зажато, любым из известных способов (например, клином 12) тяга 9 жестко сцепляется с гидроцилиндром 5, обеспечивая жесткую связь .между пиполями передней и задней бабок. Затем система приводится в осциллирующее движение.
По окончании обработки тяга 9 расцепляется с гидроцилиндром 5, и цри подаче давления в полость В гидроцилиндра линоли передней и задней бабок расходятся, освобождая изделие.
Предмет изобретай и я
Устройство для зажи.ма деталей, нежестких в осевом направлении, .при механической обработке, установленных в центрах .передней и задней бабок с подвижными пинолями, совершающими возвратно-поступательное движение цри помощи тяги, отличающееся тем, что, с целью обеспечения жесткой связи линолей при зажиме изделия, устройство снабжено гидроцилиндром, большой поршень которого, упирающийся в ограничительный уступ на внутренней стецке гидроцилиндра, связан с пинолью .передней бабки, а малый - с линолью задней бабки посредством тяги, л ;естко фиксируемой с гидроцилиндром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сперфинишный станок | 1975 |
|
SU540728A1 |
| ГИДРАВЛИЧЕСКАЯ СИСТЕМА ОСЕВОГО ПОДЖИМА ИЗДЕЛИЯ В МЕТАЛЛОРЕЖУЩИХ СТАНКАХ | 1969 |
|
SU241907A1 |
| Задняя бабка токарного станка | 1974 |
|
SU542586A1 |
| Круглошлифовальный станок | 1988 |
|
SU1546235A1 |
| Задняя бабка металлорежущего станка | 1981 |
|
SU975218A1 |
| АЛМАЗНО-ОБТОЧКОЙ СТАНОК | 1973 |
|
SU364391A1 |
| ЗАДНЯЯ БАБКА ТОКАРНОГО СТАНКА | 1997 |
|
RU2162770C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОЛЕНЧАТОГО ВАЛА | 1994 |
|
RU2112637C1 |
| Люнет | 1989 |
|
SU1731577A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |