Известны устройства для сборки переменных резисторов, содержащие транспортируюП1ИЙ диск с расположенными по окружности сборочными секциями, вибробункеры, соединенные с питателями, служащими для подачи элементов собираемых резисторов к сборочным секциям и двигатель.
Для повышения производительности работы предлагаемого устройства сборочные секции снабжены гнездами, установленными на радиально расположенных ползунах, над гнездами размещены оправки, укрепленные на штоках, опирающихся на копир, а питатели вибробункеров подведены к расположенному над оправками поворотному распределительному диску со сквозными каналами, служащими для подачи к сборочным секциям контактных элементов.
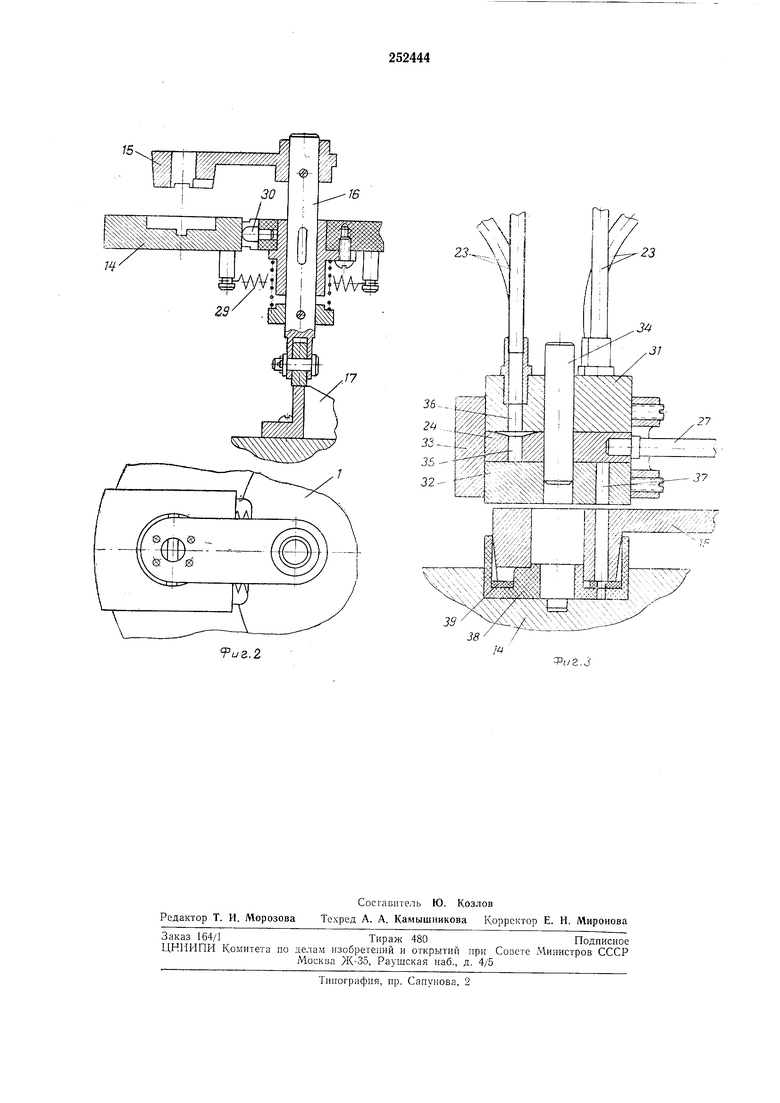
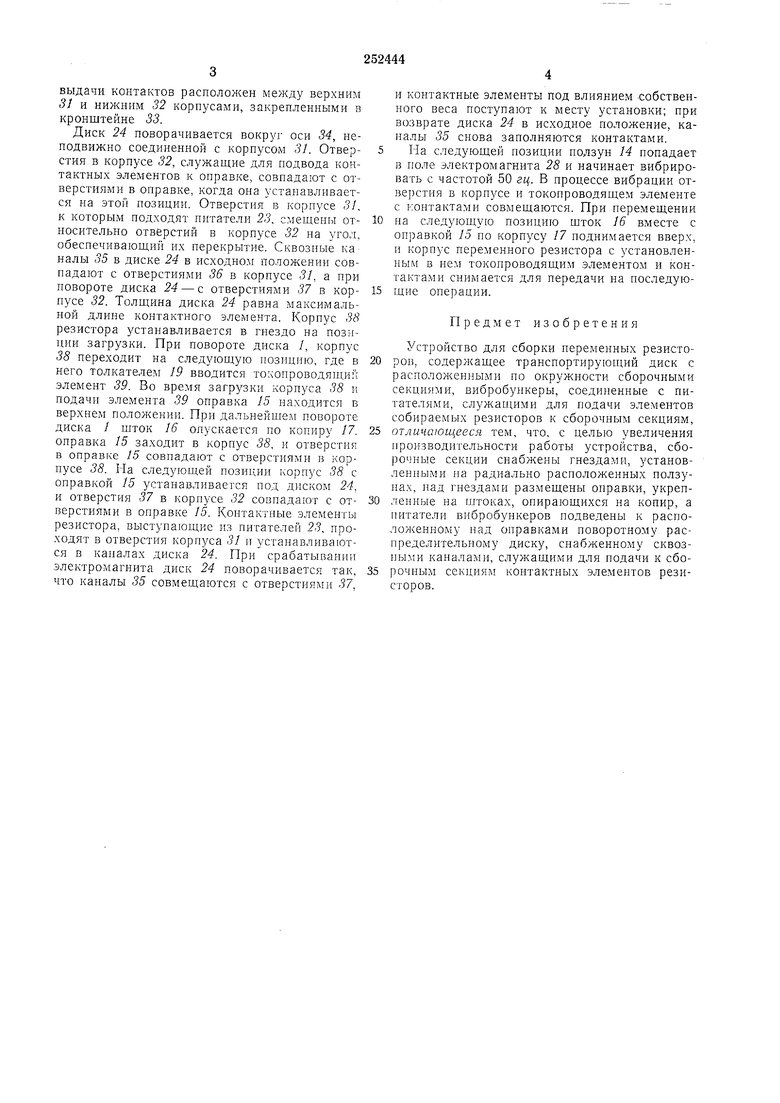
На фиг. 1 изображена кинематическая схема предлагаемого устройства; на фиг. 2 - разрез транспортирующего диска по сборочной секции; на фиг. 3 - разрез распределительного диска.
Устройство содержит транспортирующий диск /, который поворачивается с иомощью храпового колеса 2 и собачки 3 в результате воздействия пружины 4. Собачка отводится щатуном 5 от кривошипа 6, приводимого во вращение двигателем 7 посредством редуктора 8 и клиноременной передачи 9. Диск / фиксируется диском 10, снабженным пазами, в которые заходит ролик 1, укрепленный на рычаге 12, под действием пружины 13. Каждая сборочная секция снабжена гнездом, расиоложенным в ползуне 14. Последний перемещаться по диску 1 в радиальном направлении. Над гнездом ползуна расположена оправка 15, которая укреплена на штоке 16, опирающемся на копир 17, и может перемещаться в
вертикальном направлении.
Токопроводящие элементы резистора подаются из магазина 18 толкателем 19 с помощью рычага 20 и кулачка 21, а контактные элементы- из вибробункеров 22, откуда поступают
в ориентированном положении в питатели 23. Питатели соединены с расположенным над оправками поворотным распределительным диском 24, который приводится в движение электромагнитом 25, и возвратной пружиной
26 с помощью рычага 27. Вибрация, необходимая для совмещения деталей, создается с помощью электромагнита 28. Для подвода контактов к месту установки оправка снабжена отверстиями, совпадающими с отверстиями для
установки контактных элементов в корпусе и токонроводяи;ем элементе. Для создания вибрации собираемых деталей ползун с гнездом для корпуса резистора снабжен возвратной пружиной 29 и упором 30, фиксирующим его
выдачи контактов расположен между верхним 31 и нижним 32 корпусами, закрепленными н кронштейне 33.
Диск 24 поворачивается вокруг оси 34, неподвижно соединенной с корпусом 31. Отверстия в корпусе 32, служащие для подвода контактных элементов к оправке, совпадают с отверстиями в оправке, когда она устанавлнвается на этой позиции. Отверстия в корпусе 31, к которым подходят питатели 23, смещены относительно отверстий в корпусе 32 на угол, обеспечивающий их перекрытие. Сквозные каналы 55 в диске 24 в исходном положении совпадают с отверстиями 36 в корпусе 31, а при повороте диска 24 - с отверстиями 37 в корпусе 32. Толщина диска 24 равна максимальной длине контактного элемента. Корпус 38 резистора устанавливается в гнездо на позиции загрузки. При повороте диска /, корпус 38 переходит на следующую позицию, где в него толкателем 19 вводится токопроводящий элемент 39. Во время загрузки корпуса 38 и подачн элемента 39 оправка J5 находится в верхнем положении. При дальнейщелг повороте диска / щток 16 опускается по копиру 17. оправка 15 заходит в корпус 38, и отверстия в оправке 15 совпадают с отверстиями в корпусе 38. На следующей позиции корпус 38 с оправкой 15 устанавливается под диском 24, и отверстия 37 в корпусе 32 совпадают с отверстиями в оправке 15. Коптактные элементы резистора, выступающие из питателей 23, проходят в отверстия корпуса 3 и устанавливаются в каналах диска 24. При срабатывании электромагнита диск 24 поворачивается так, что каналы 35 совмещаются с отверстиями 37,
и контактные элементы под влиянием собственного веса поступают к месту установки; при возврате диска 24 в исходное положение, каналы 35 снова заполняются контактами.
Ма следующей позиции ползун 14 попадает в иоле электромагнита 28 и начинает вибрировать с частотой 50 гц. В процессе вибрации отве)стия в корпусе и токопроводящем элементе с контактами совмещаются. При перемещении
на следующую позицию щток 16 вместе с оправкой 15 по корпусу 17 поднимается вверх, и корпус переменного резистора с установлен}1ым в нем токопроводящим элементом и контактами снимается для передачи на последующие операции.
Предмет изобретения
Устройство для сборки иеременных резисторов, содержащее транспортирующий диск с располол енными по окружности сборочными секциями, вибробункеры, соединенные с питателями, служащими для подачи элементов собираемых резисторов к сборочным секциям,
отличающееся тем, что. с целью увеличения производительности работы устройства, сборочные секции снабжены гнездами, установленными на радиально расположенных ползунах, над гнездами размещены оправки, укрепленные на плтоках, опирающихся на копир, а прггатели вибробункеров подведены к расположенному над оправками поворотному распределительному диску, снабженному сквозными каиалами, служащими для подачи к сборочным секциям контактных элементов резисторов.
2&
uz. 1
.2
39
иг.З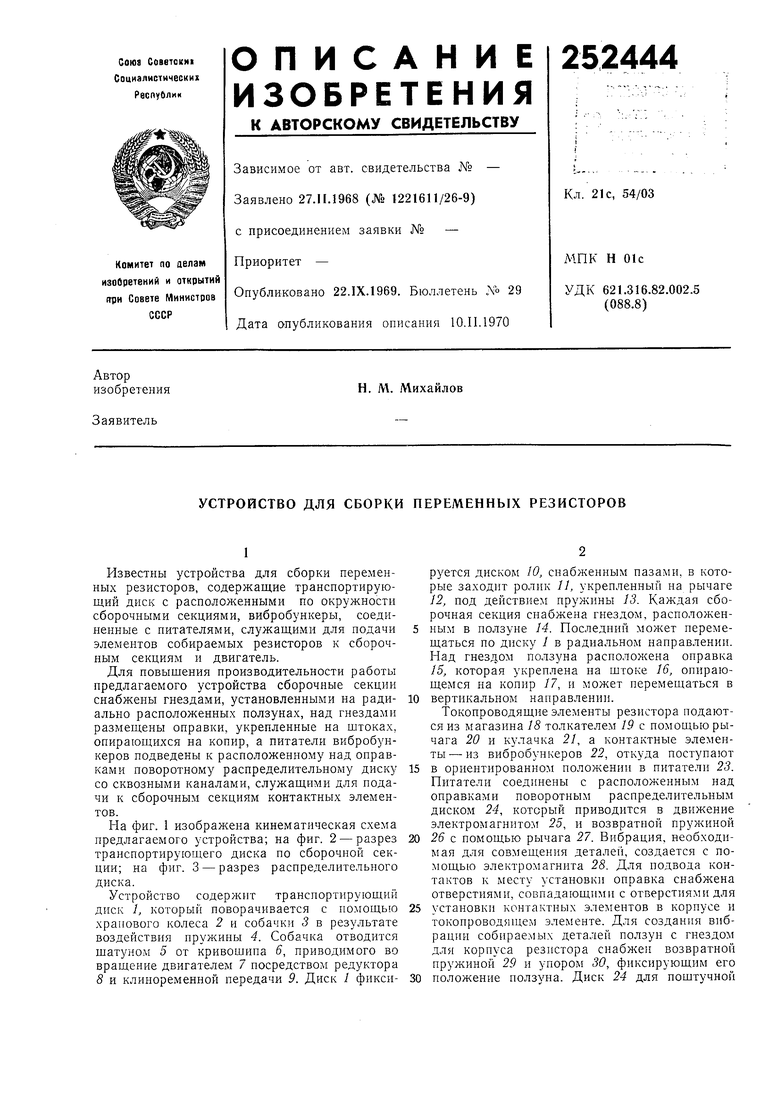
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения на изделия пластмассовой оболочки | 1972 |
|
SU482823A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ И ПРИПАЙКИ ВЫВОДОВ К СЕКЦИЯМ КОНДЕНСАТОРОВ | 1970 |
|
SU259279A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| Устройство для сборки радиодеталей | 1973 |
|
SU475668A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Устройство для контроля и сортировки полупроводниковых изделий | 1980 |
|
SU1028388A1 |
| Загрузочное устройство | 1988 |
|
SU1664508A1 |
| Устройство для сборки пайки конденсаторов с осевыми выводами | 1974 |
|
SU602322A1 |
| Роторный автомат для нарезания резьбы в гайках | 1982 |
|
SU1076224A1 |