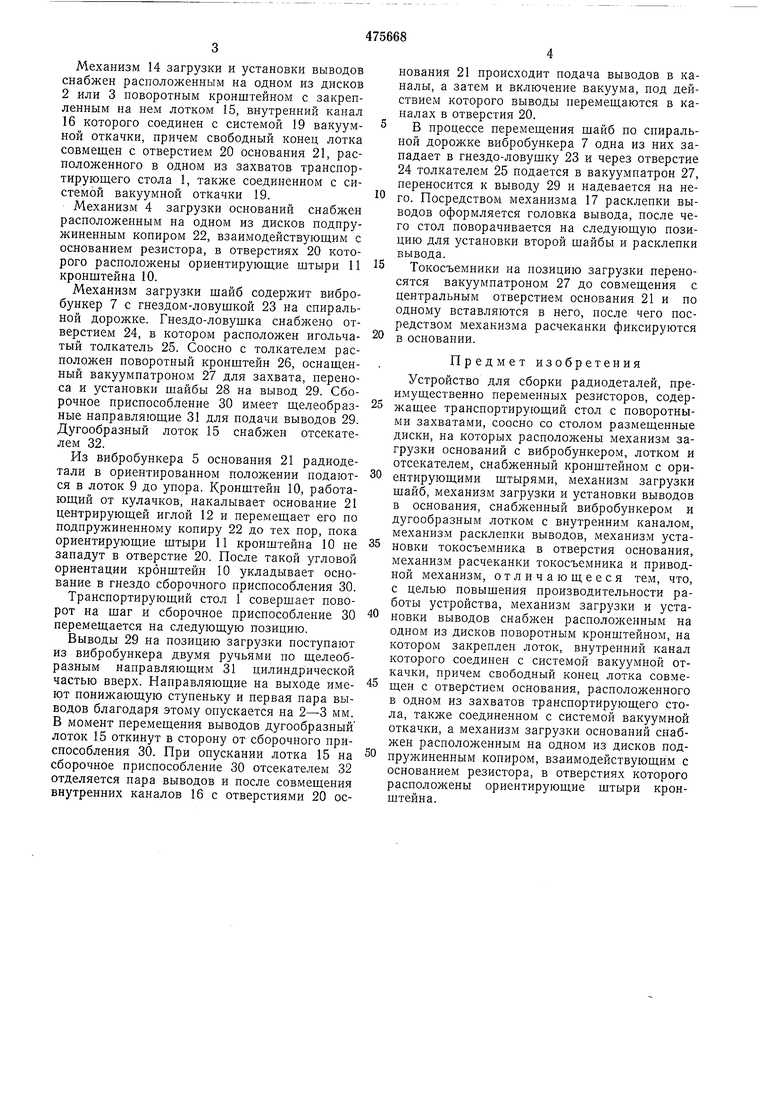
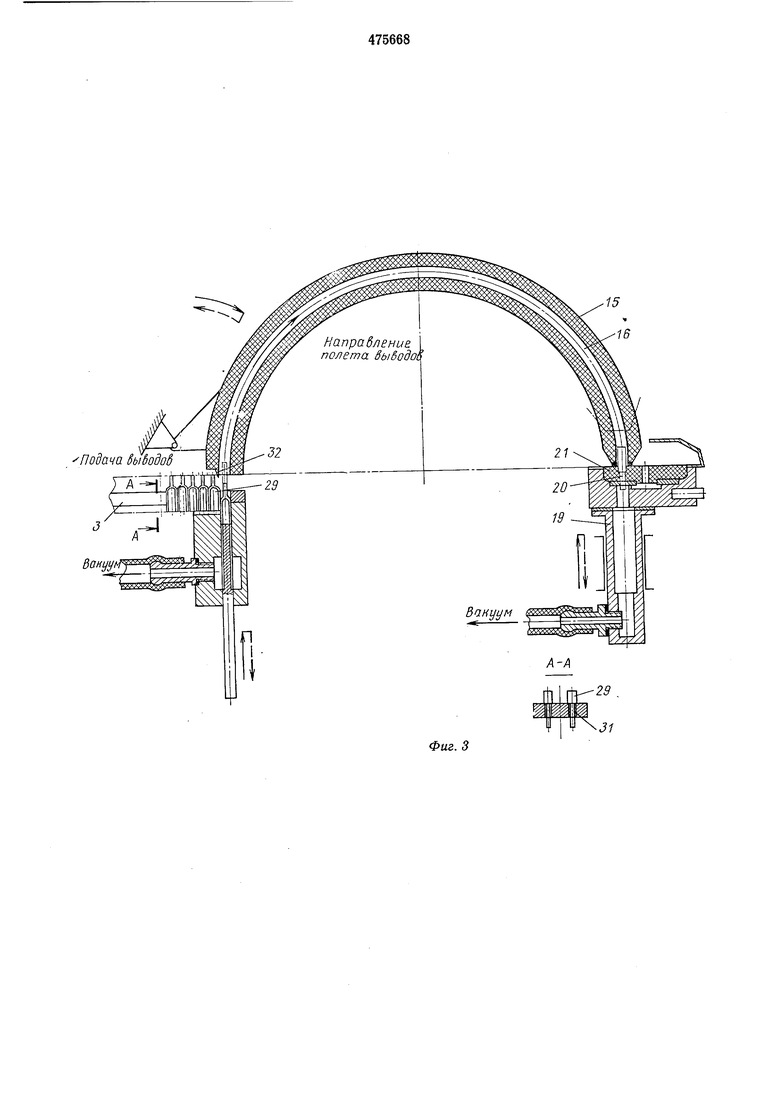
Механизм 14 загрузки и установки выводов снабжен расположенным на одном из дисков 2 или 3 поворотным кронштейном с закрепленным на нем лотком 15, внутренний канал 16 которого соединен с системой 19 вакуумной откачки, причем свободный конец лотка совмещен с отверстием 20 основания 21, расположенного в одном из захватов транспортирующего стола 1, также соединенном с системой вакуумной откачки 19.
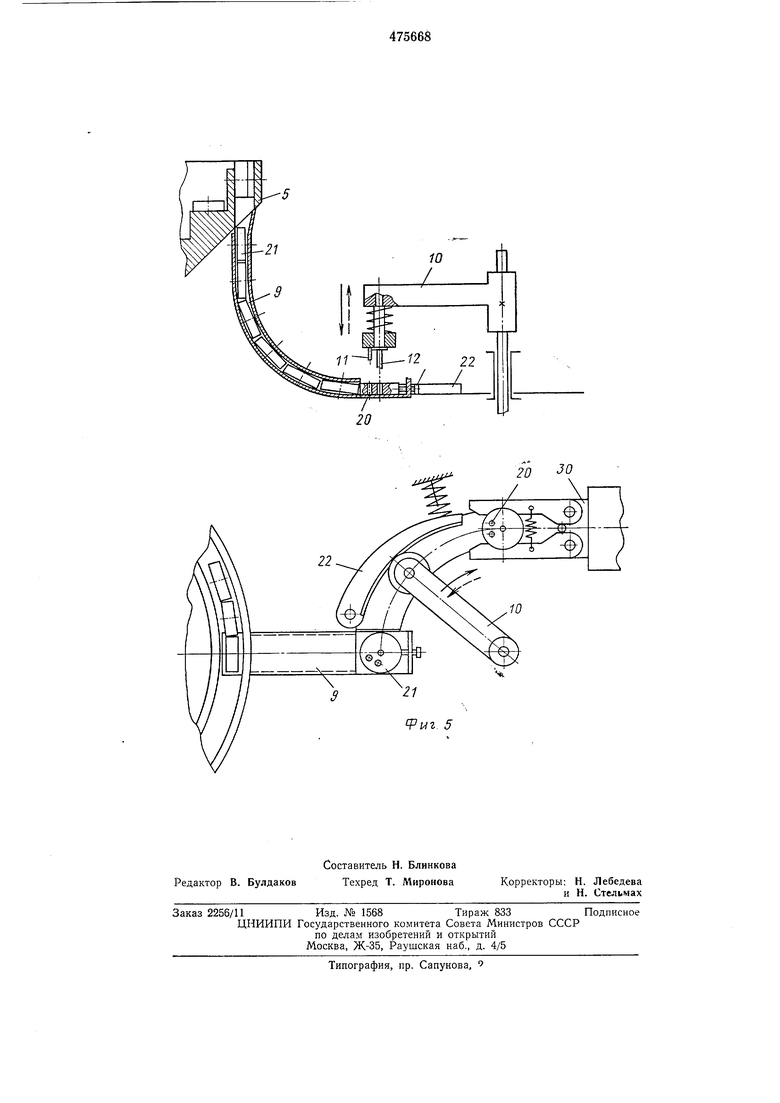
Механизм 4 загрузки оснований снабжен расположенным на одном из дисков подпружиненным копиром 22, взаимодействующим с основанием резистора, в отверстиях 20 которого расположены ориентирующие щтыри 11 кронщтейна 10.
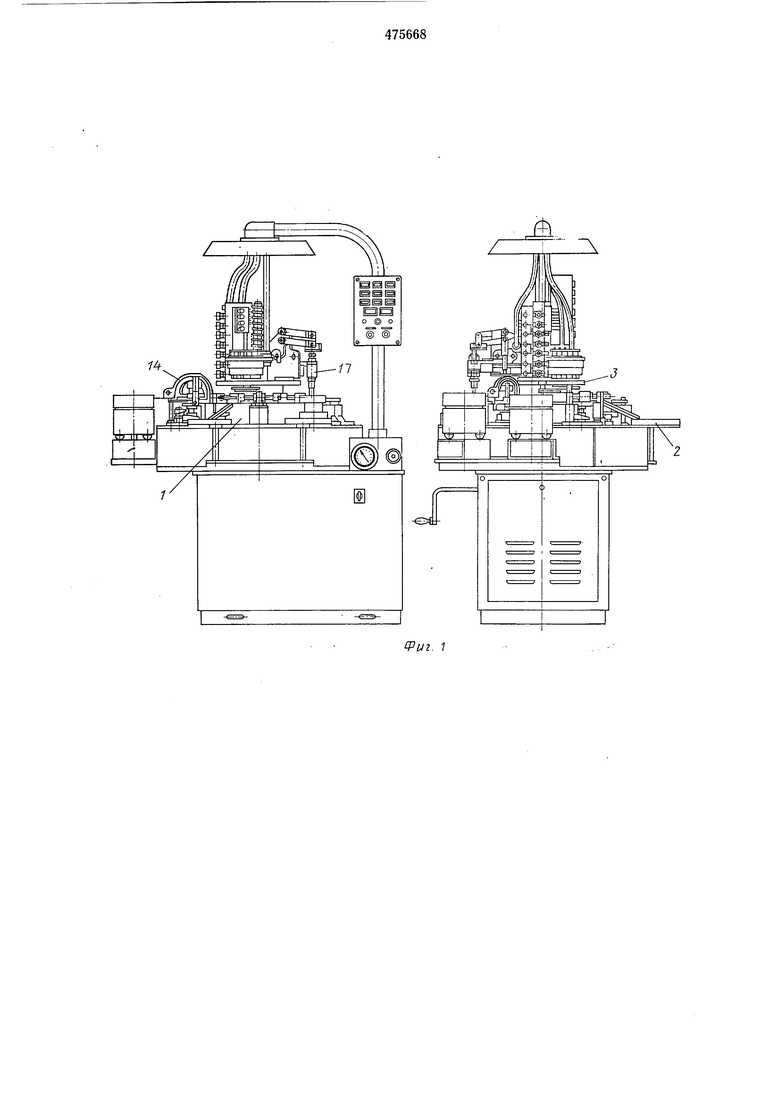
Механизм загрузки щайб содержит вибробункер 7 с гнездом-ловущкой 23 на спиральной дорожке. Гнездо-ловущка снабжено отверстием 24, в котором расположен игольчатый толкатель 25. Соосно с толкателем расположен поворотный кронщтейн 26, оснащенный вакуумпатроном 27 для захвата, переноса и установки шайбы 28 на вывод 29. Сборочное приспособление 30 имеет щелеобразные направляющие 31 для подачи выводов 29. Дугообразный лоток 15 снабжен отсекателем 32.
Из вибробункера 5 основания 21 радиодетали в ориентированном положении подаются в лоток 9 до упора. Кронштейн 10, работающий от кулачков, накалывает основание 21 центрирующей иглой 12 и перемещает его по подпружиненному копиру 22 до тех пор, пока ориентирующие щтыри 11 кронштейна 10 не западут в отверстие 20. После такой угловой ориентации кронштейн 10 укладывает основание в гнездо сборочного приспособления 30.
Транспортирующий стол 1 совершает поворот на щаг и сборочное приспособление 30 перемещается на следующую позицию.
Выводы 29 на позицию загрузки поступают из вибробункера двумя ручьями по щелеобразным направляющим 31 цилиндрической частью вверх. Направляющие на выходе имеют понижающую ступеньку и первая пара выводов благодаря этому опускается на 2-3 мм. В момент перемещения выводов дугообразный лоток 15 откинут в сторону от сборочного приспособления 30. При опускании лотка 15 на сборочное приспособление 30 отсекателем 32 отделяется пара выводов и после совмещения внутренних каналов 16 с отверстиями 20 основания 21 происходит подача выводов в каналы, а затем и включение вакуума, под действием которого выводы перемещаются в каналах в отверстия 20.
В процессе перемещения шайб по спиральной дорожке вибробункера 7 одна из них западает в гнездо-ловущку 23 и через отверстие 24 толкателем 25 подается в вакуумпатрон 27, переносится к выводу 29 и надевается на него. Посредством механизма 17 расклепки выводов оформляется головка вывода, после чего стол поворачивается на следующую позицию для установки второй щайбы и расклепки вывода.
Токосъемники на позицию загрузки переносятся вакуулшатроном 27 до совмещения с центральным отверстием основания 21 и по одному вставляются в него, после чего посредством механизма расчеканки фиксируются
в основании.
Предмет изобретения
Устройство для сборки радиодеталей, преимущественно переменных резисторов, содержащее транспортирующий стол с поворотными захватами, соосно со столом размещенные диски, на которых расположены механизм загрузки оснований с вибробункером, лотком и отсекателем, снабженный кронштейном с ориентирующими штырями, механизм загрузки шайб, механизм загрузки и установки выводов в основания, снабженный вибробункером и дугообразным лотком с внутренним каналом, механизм расклепки выводов, механизм установки токосъемника в отверстия основания, механизм расчеканки токосъемника и приводной механизм, отличающееся тем, что, с целью повышения производительности работы устройства, механизм загрузки и установки выводов снабжен расположенным на одном из дисков поворотным кронштейном, на котором закреплен лоток, внутренний канал которого соединен с системой вакуумной откачки, причем свободный конец лотка совмещеп с отверстием основания, расположенного в одном из захватов транспортируюшего стола, также соединенном с системой вакуумной откачки, а механизм загрузки оснований снабжен расположенным на одном из дисков подпружиненным копиром, взаимодействующим с основанием резистора, в отверстиях которого расположены ориентирующие штыри кронштейна.
Подача ыёодоб
2В
г
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат для сборки узлов | 1990 |
|
SU1779530A1 |
| Устройство для укладки изделий в тару | 1988 |
|
SU1604668A1 |
| Автомат для сборки цоколей люминисцентных ламп | 1974 |
|
SU736211A1 |
| Автомат для сборки дисковых цоколей стартеров | 1973 |
|
SU482829A1 |
| Автомат для сборки лапки швейной машины | 1981 |
|
SU1004065A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| РОТОРНАЯ МАШИНА СБОРКИ | 1992 |
|
RU2014195C1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Устройство для сборки штырьковых элементов с базовой деталью | 1982 |
|
SU1058100A1 |
| Станок для сборки деталей и клепки | 1976 |
|
SU576153A1 |

25
}-В no5epHi/mc
20 30
