Устройство предназначено для обжатия и удержания изделий от сварочных деформаций и может быть применено при изготовлении полотнищ и секций в судостроении и при аналогичных работах в других отраслях промышленности.
В известных устройствах прижимные приспособления располагаются под свариваемыми деталями, вследствие чего усилия прижима передаются на фундамент устройства. Это не позволяет использовать его в поточной линии изготовления сварных конструкций для получения высокого качества сварного соединения при изготовлении деталей из различных материалов.
Предложенное устройство позволяет увеличить производительность труда и улучшить качество сварного соединения за счет того, что усилие прижатия передается снизу вверх, для чего на нижней балке смонтированы клиновые прижимы с автономными нриводами, а механизм подъема и фиксации выполнен в виде гадроцилиндра подъема и опускания и байонетного зажима, установленного на каждом торце нижней балки, При этом в нижней части механизма установлен дополнительный гидроцилиндр, на штоке которого выполнен палец, взаимодействующий с винтовым пазом гайки .байонетного .
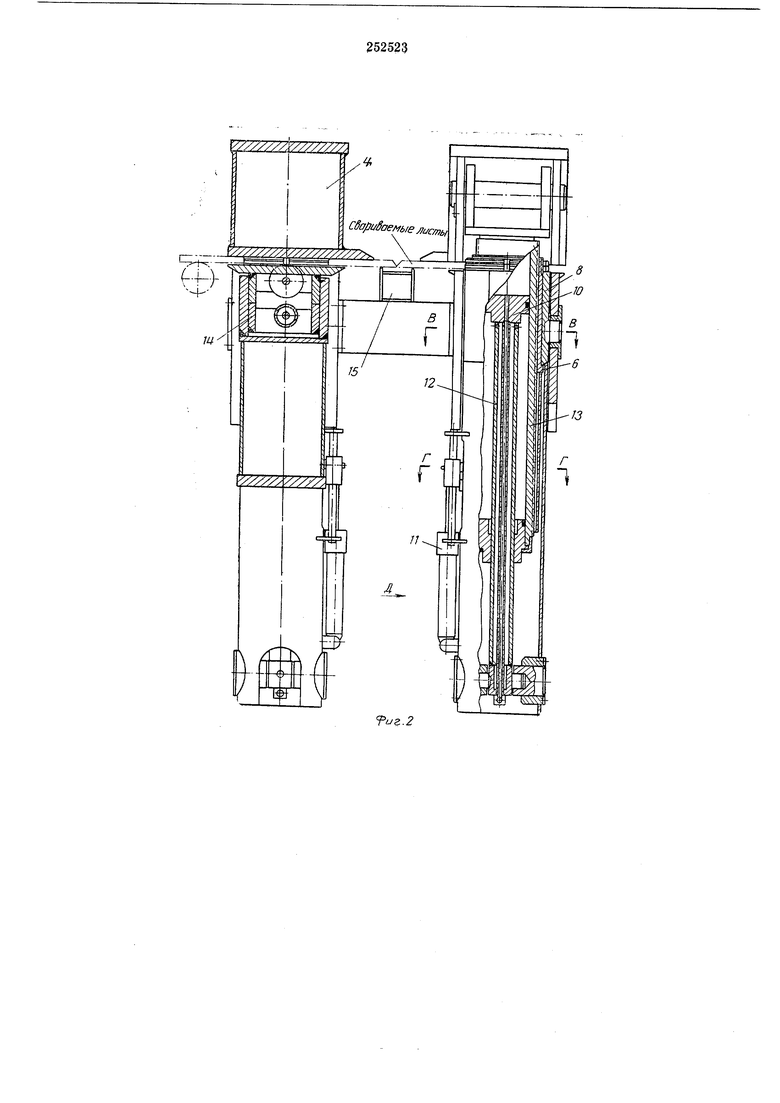
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - механизм фиксации и иодъема верхней балки; на фиг. 3 - вид Д и разрезы В-В и Г-Г.
Устройство (фиг. 1) содержит нижнюю балку 1, закрепленную жестко на фундаменте. В ее верхней части установлены клииовые поджимные устройства 2, служащие для прилсатия свариваемых изделий к верхней балке. На
оси .расположены ролики 3, по которым перемещают свариваемые изделия (поперек устройства). .lexaнизмы 4 фиксации и подъема верхних балок находятся по торцам устройства. Сварочные балки устройства установлены
попарно (см. фиг. 2).
Нижняя балка 1 (фиг. 1) представляет собой металлоконструкцию коробчатого сечения, в верхней части которой имеется паз для клиновых поджимных устройств 2, разделенный
по длине на равные части по числу клиновых поджимных устройств, специальными перемычками, служащими упорами и направлением для верхних клиньев. Одновременно в пазу размещают трубы подвода масла к гидроцилиндрам клиновых поджимных устройств. По торцам нижней балки 1 располагаются щеки для крепления механизма фиксации и подъема верхней балки 5. Клиновое поджимное устройство 2 состоит из двух, соединенных
ев, опирающихся основаниями на верхнюю полку нижней балки I и свободно перемещающихся вдоль нее и двух верхних клиньев, установленных так, что их скощенные ребра онираются на клиновую часть нижних клиньев, а опорные части расположены горизонтально над нижней балкой.
Верхняя балка 5 представляет собой металло:конструкпию коробчатого .сечения, по торцам которой имеются щеки для крепления механизма фиксации и подъема. Балка 5 одновременно может служить местом расположения сварочного автомата при применении автоматической сварки.
Механизм фиксации и подъема верхней балки содержит винт байонетного затвора, шарнирно соединенный с верхней балкой и служащий одновременно корпусом гидродилиндра гайки 6 байонетного затвора (фиг. 2), свободно поворачивающейся в корпусе. В ее нижней части имеется обечайка с винтовым пазом 7 (см. вид Д). Корпус 8 механизма, ща,рнирно соединенного с нижней балкой, заканчивается цилиндрической обечайкой, на которой вьшолнен продольный паз (см. вид Д и сечение Г-Г). К нижней части обечайжи корпуса 8 щарнирно кренится полый щток, заканчивающийся поршнем 10, а для поворота гайки 6 сбоку корпуса 8 закреплен гидроцилиндр
п.
Полый щток 12 благодаря наличию в нем соответствующих отверстий обеспечивает подвод рабочей жидкости под порщневое и надпорщневое пространство гидроцилиндра 13.
Диски 14 жестко посажены на оси и вмонтированы в нижнюю балку на опорах таким образом, что при нижнем положении верхних клиньев диски выступают над поверхностью опо.рной части клиньев клинового устройства, поддерживая .и облегчая перемещение изделий поперек балки.
Между балками установлено устройство 15 для размещения флюсовой подущки или газовой защиты при сварке в среде защитных газов (см. фиг. 2).
Работа устройства заключается в следующем. Сва:риваемые изделия рольгангом или другим транспортным средством подаются к устройству и устанавливаются так, чтобы свариваемый шов проходил посередине м.ежду балками, параллельно их осям (см. фиг. 2). После этого верхние балки 5 опускаются до упора или фиксируются на необходимом расстоянии от них; эта операция производится
при разомкнутом байонетном затворе (см. сечение В-В). Когда верхняя балка обопрется на свариваемые изделия или будет зафиксирована на необходимом расстоянии, она гидроцилиндром 13 медленно поднимется вверх, а гидроцилиндр // поворачивает гайку 6 байонетного затвора. Этот поворот начинается при совпадении выступов витков резьбы с впадинами резьбы гайки 6. В этот момент гидроцилиндр 13 прекращает подъем верхней балки, и она, за счет поворота гайки 6, прижимает изделие к роликам или фиксируется на заданном расстоянии от нижней балки. Поворот гайки 6 относительно винта гидроцилиндром
// производится перемещением пальца 16 по направляющим вдоль цилиндрической обечайки корнуса 5; при этом палец 16 концом, находящимся в винтовом пазу обечайки гайки 6, поворачивает ее.
Для надежной фиксации свариваемых изделий они верхними клиньями поджимных устройств 2 прижимаются к верхней балке 5. Усилия прижима создаются за счет раздвигания гидрюцилиндром нижних клиньев; при этом
верхние клинья, упираясь в перемычки нижней балки /, поднимаются вверх и прижимают свариваемые изделия к верхней балке 5. Усилия зажима свариваемых изделий между двумя балками и усилия, возникающие при сварне, не передаются на фундаменты устройства или другое оборудование. Величина усилия прилсатия, зависящая от давления рабочей жидкости в гидроцилиндрах, легко поддается регулировке; это позволяет производить не
только прижатие свариваемых деталей, но и их предварительный изгиб совместно с верхней балкой.
Предмет изобретения
Устройство для сборки деталей под сварку, содержащее нижнюю балку, верхнюю подвижную прижимную балку и механизм подъема и фиксации верхней балки, отличающееся тем, что, с целью увеличения производительности
и улучщения качества, на нижней балке смонтированы клиновые прижимы с автономными приводами, а механизм подъема и фиксации выполнен в виде гидроцилиндра подъема и опускания и байонетного зажима, установлелного на каждом торде нижней балки, при этом в нижней части механизма установлен дополнительный гидроцилиндр, на щтоке которого выполнен палец, взаимодействующий с винтовым пазом гайки байонетного зажима.
.LJ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки длинномерных полых балок | 1987 |
|
SU1599175A1 |
| Установка для дуговой сварки полос встык | 1979 |
|
SU785007A1 |
| Устройство для стыковки кольцевых кро-MOK цилиНдРичЕСКиХ издЕлий | 1979 |
|
SU804315A1 |
| АВТОМАТИЧЕСКАЯ ПОТОЧНАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИЯ ПОКРЫШЕК | 1969 |
|
SU243817A1 |
| Устройство для сварки продольных швов обечаек | 1976 |
|
SU704744A1 |
| Универсальный деревообрабатывающий станок | 1990 |
|
SU1797567A3 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Кольцевой кантователь | 1985 |
|
SU1269958A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| ШТАМПОВОЧНО-ЭКСТРУЗИОННЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2012 |
|
RU2506164C1 |


Подъем Верхних клиньев и ji zzzzzzz2ai |i УзелЕ
В-В
72 в
fuz.S
