(21)1131374/23-05 (22)06.11.67 (46) 30.01.84. Бюл. № 4 (72) А.В.Яворский, Р.А.Ткачук, Ю.Г.Остапчук, Г.Л.Фарбер, В.С.Бондарь и Г.В.Прялочников (71) Украинский научно-исследовател ский и конструкторский институт по разработке машин и оборудования дл переработки пластических масс, рез ны и искусственной кожи (53) 678.06:621.852.182(088.8) (54)(5 7) 1. УСТРОЙСТВО ДЛЯ СЪЕМА КОЛЬЦЕВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ С ШАБЛОНОВ, например протекторных колец включающее рабочий стол, смонтированный на опорной плите и внешних стойках, и механизм разъединения А-Л Я шаблона на части с основным силовым цилиндром, смонтированным на внутренних стойках И опорных колонках, отличающееся тем, что, с целью съема кольцевых резиновых изделий, например клино|рых зубчатых ремней, с кольцевых неразжимных шаблонов, обеспечивающих качественное изготовление изделий, механизм разъединения шаблона на части выполнен в виде подвижных от основного силового цилиндра, и смонтированных на его наружной поверхности наборов профильных замковых секторов и треугольных плит с поворотными захвате1ми, насаженными на внутренние стойки, жестко связанные в верхней части с упорными захватами .
2.Устройство по п. 1, отличающееся тем, что включает механизм съема изделий с частей шаблона, выполненный в виде силовых цилиндров подъема траверс, перемещаемых на рычажных втулках, поворотных с внешними стойками от дополнительного силового цилиндра,
и связанных посредством тяг с серпообразными секторами.
3.Устройство по пп. 1, 2, отличающееся тем, что включает механизм перемещения частей шаблона для съема изделий, выполненный в виде кольцевых плит, перемещаемых силовыми, цилиндрами подъема
траверс совместно с рычажными зах ватами на внешних стойках, поворотных от дополнительного силового цилиндра.
4. Устройство по пп. 1, 2, 3, отличающе ее я тем, что включает механизм перехвата снятых изделий и частей шаблона, выполненный в виде смонтированных на крышке основного силового .цилиндра подпружиненных подвесок и защелок, перемещаемых в Направляющих посредством тяг и серьги, связанной с силовым цилиндром, взаимодействующим с поршнем основного силового цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1969 |
|
SU251810A1 |
| Агрегат для изготовления трубчатых изделий из бетонных смесей | 1984 |
|
SU1237444A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| УСТАНОВКА ДЛЯ ВУЛКАНИЗАЦИИ ФОРМОВЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ | 1967 |
|
SU195090A1 |
| ПлПНТНи-ТГХШГ'Г:]!^ | 1973 |
|
SU361100A1 |
| Устройство для вырубки изделий из ленточного материала | 1984 |
|
SU1301537A1 |
| Крепеустановщик шахтный | 1980 |
|
SU964166A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС | 1973 |
|
SU389959A1 |
| Посадочная машина | 1983 |
|
SU1113199A1 |
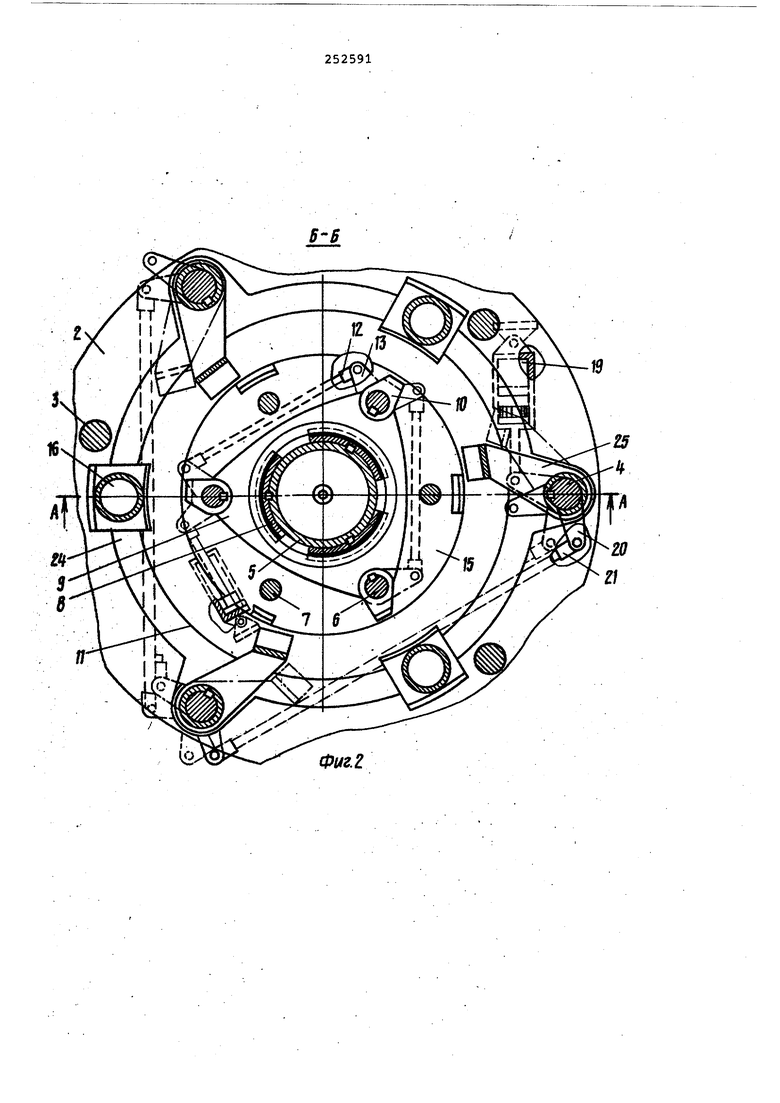
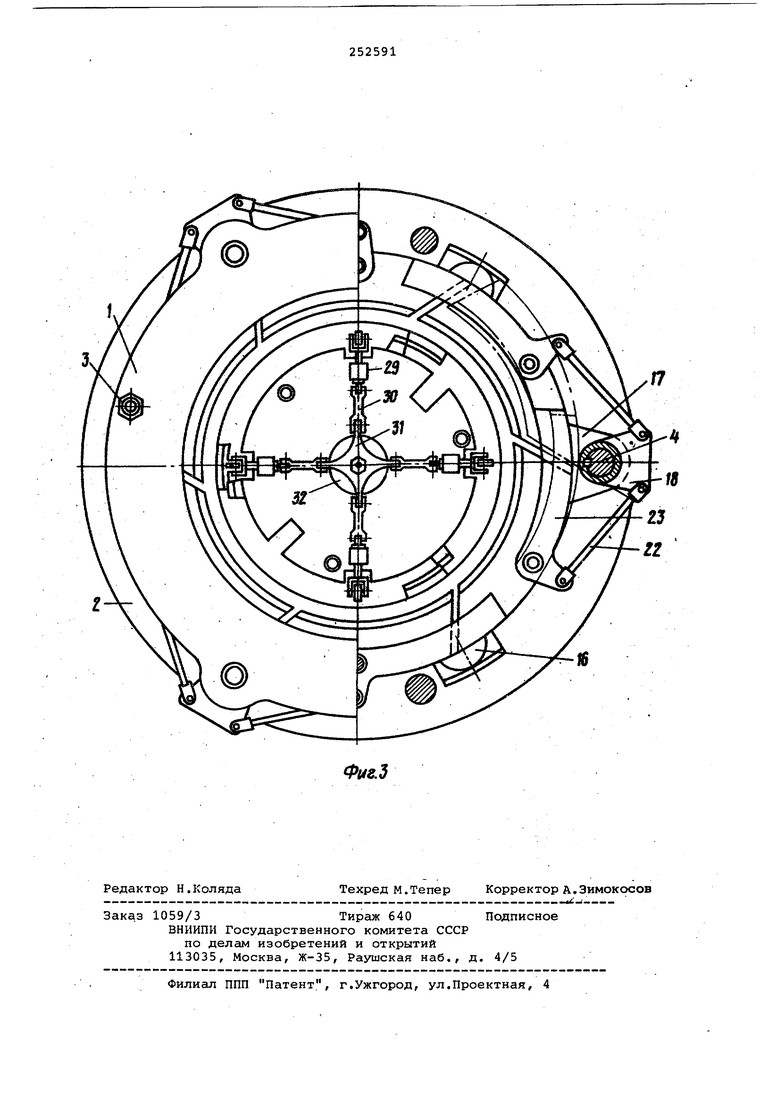

I1 Известны устройства для съема кольцевых резиновых изделий с шаблонов, например протекторных колец, включающие рабочий стол, смонтированный на опорной плите и внешних стойках, и механизм разъединения шаблона на части с основным силовым цилиндром, смонтированным на внутре них стойках и опорных колонках; мех низм разъединения шаблона на части рассчитан на разъединение частей шаблона с разжимного шаблона и не пригоден для разъединения и съема изделий с кольцевых неразжимных шаб лонов, обеспечивающих качественное изготовление кольцевых изделий. Предлагаемое устройство отличает ся тем,.что механизм разъединения шаблона на части выполнен в виде подвижных от основного силового цилиндра и смонтированных на его йару ной поверхности наборов профильных замковых секторов и треугольных пли с поворотными захватами, насаженным на внутренние стойки, жестко связан ные в верхней части с упорными захв тами.Устройство отличается также тем, что включает механизм съема изделий с частей шаблона, выполненный в виде силовых цилиндров подъема траверс, перемещаемых на рычажны втулках, поворотных с внешними стой ками от дополнительного силового цилиндра, и связанных посредством тяг с серпообразными секторами, механизм перемещения частей шаблона . для съема изделий, выполненный в ви де кольцевых плит, перемещаемых силовыми цилиндрами подъема траверс совместно с рычажными захватами на внешних стойках, поворотных от допо нительного силового цилиндра, механизм подхвата снятых изделий и частей шаблона., выполненный в виде смо тированных на крышке основного силового цилиндра подпружиненных шарнирно соединенных подвесок и защелок, перемещаемых в направляющих посредством тяг и серьги, связанной с силовым цилиндром, взаимодействующим с поршнем основного силового цилиндра. Устройство рассчитано на съем кольцевых резиновых изделий, например клиновых зубчатых ремней, с неразжимных шаблонов, обеспечивающих качественное изготовление изделий. На фиг. 1 показано устройство, разрез Л-А на фиг. 2; на фиг. 2 разрез по Б-Б;на фиг. 3 - устройство/ вид сверху с разрезом по механизму съема изделий. Устройство для съема кольцевых резиновых изделий с шаблона, например для съема протекторных колец и клиновых зубчатых ремней, включает рабочий стол 1, смонтированный на опорной плите 2 посредством опор 3 и внешних стоек 4, и механизм разъединения шаблона на части с основным силовым цилиндром 5, смонтированным на внутренних стойках 6 и опорных колонках 7. Механизм разъединения шаблона на части выполнен в виде основного рилового цилиндра 5 и, смонтированных на его наружной поверхности наборов профильных замковых секторов 8 и треугольных плит 9 с поворотными захватами 10, насаженными на внутренние стойки 6, поворотные от вспомогательного силового цилиндра 11 посредством тяг 12 и рычагов 13. Внутренние стойки б жестко связаны в верхней части с упорными захватами 14. Шток основного силового цилиндра 5 жестко закреплен на опорной тарелке 15, соединенной с набором профильных замковых секторов 8 (фиг, 1,2) и треугольных плит 9.
Механизм съема изделий и частей шаблона выполнен в виде силовых ци- линдров подъема 16 траверс 17, перемещаемых на рычажных, втулках 18, поворотных с внешними стойками 4 от дополнительного силового цилиндра 19 через рычаги 20 и тяги 21, и связанных посредством тяг 22 с серпообразными секторами 23.
Механизм перемещения частей шаблона для съема изделий выполнен в виде кольцевых плит 24, перемещаемых кольцевыми выступами штоков силовых цилиндров подъема 16 траверс 17 совместно с рыжачными захватами 25 на внешних стойках 4, поворотных от дополнительного силового цилиндра 19.
Механизм подхвата снятых изделий и частей шаблона выполнен в виде смонтированных на крышке основного силового цилиндра 5, подпружиненных пружинами 26 подвесок 27 и защелок 2 перемещаемых в направляющих 29 посредством тяг 30 и серьги 31, связанной с силовым цилиндром 32, взаимодействующим с поршнем основного силового цилиндра 5.
Шаблон состоит из колец: верхнего 33, внутреннего 34, промежуточного 35 и нижнего 36.
По окончании процесса формирова ния и вулканизации изделий на вулканизационном устройстве (не показанном на чертежах) шаблон с изделиями 37 перемещают и устанавливают на опорную тарелку 15. Вспомогательным силовым цилиндром 11 посредством тяг 12 и рычагов 13 поворачивают внутренние стойки 6. При этом вводят поворотные и упорные захваты 10 и 14 в кольцевые проточки шаблона. Основным силовым цилиндром 5 осуществляют разъединение шаблона на части. Дополнительным силовым цилиндром 19 посредством рычагов 20 и тяг 21, поворачивают внешние стойки, а вместе с ними рычажные втулки 18, которые тягами 22 вводят серпообразные сектора 23 в верхний зазор, образовавшийся в результате разъединения шаблона на части. При повороте внеш их стоек 4 вводятся в свободные зазоры разъединенного шаблона рычаж- . ные захваты 25, Силовыми цилиндрами подъема 16 перемещают вверх шаблон с изделиями 37 совместно с промежуточным кольцом 35 и внутренним кольцом 34. Затем вспомогательным {силовым цилиндром 11 убирают поворот ные захваты 10 и упорные захваты 14, В дальнейшем кольцевые выступы на
0 штоках силовых цилиндров подъема 16 подхватывают за верхнюю кольцевую плиту 24 механизм перемещения частей шаблона, который удерживает рычажными захватами 25 все остальные
5 части разъединенного шаблона и перемещает их вверх на величину одного шага. После достижения механизмом съема изделий и механизмом перемещения частей шаблона крайнего верхнего
0 положения вспомогательным силовым цилиндром 11 вводят поворотные захваты 10 и упорные захваты 14 в поднятые вверх части шаблона; Дополнительным силовым цилиндром 19 отводят серпообразные секторы 23 и рычажные захваты 25, затем силовыми цилиндрами подъема 16 опускают механизм съема изделий и механизм перемещения частей шаблона в нижнее исходное полоQ жение. После выведения поворотных захватов 10 и упорных захватов 14 . снятые изделия 37, промежуточные кольца 35 и внутренние кольца 34 удерживаются подвесками 27и защелками 28, которые выдвигаются через
серьгу 31 и тяги 30 штоком силового цилиндра 32 при разъединении шаблона на части. После съема нижнего кольца 36 шаблона с защелки 28 устройство приводится в исходное
0 положение, при котором механизм разъединения шаблона на части находится в собранном состоянии при выведенных поворотных .захватах 10 и упорных захватах 14, а механизм
5 съема изделий и механизм перёмещения частей шаблона находятся в крайнем нижнем положении с отведенными серпообразными секторами 23 и рычажными захватами 25. В таком положе0 НИИ устройство готово для загрузки шаблона и съема изделий с очередного шаблона для повторения цикла работы устройства.
Фиг. 2
Ф1/1г.5
