Устройство может быть использовано в текстильной промышлелности при ремонте чесальных машин без их разборки.
По авт. св. № 117764 известно устройство для обточки сработанной консольной части вала, например, на чесальной машине без ее разборки, содержащее корпус в виде стакана, в дне которого имеется резьбовое отверстие для перемещения пустотелого ходового винта, установленного на ходовом валике, и инструмент, состоящий из четырех резцов диаметрально расположенных и установленных в корпусе.
Описываемое устройство отличается от известного тем, что ходовой валик и ходовой винт снабжены шестернями, входящими в зацепление с двумя другими, жестко связанными между собой шестернями, образуя редуктор, передающ-ий вращение с ходового .валика на ходовой винт.
Такое конструктивное выполнение устройст- ва обеспечивает заданные режимы обработки.
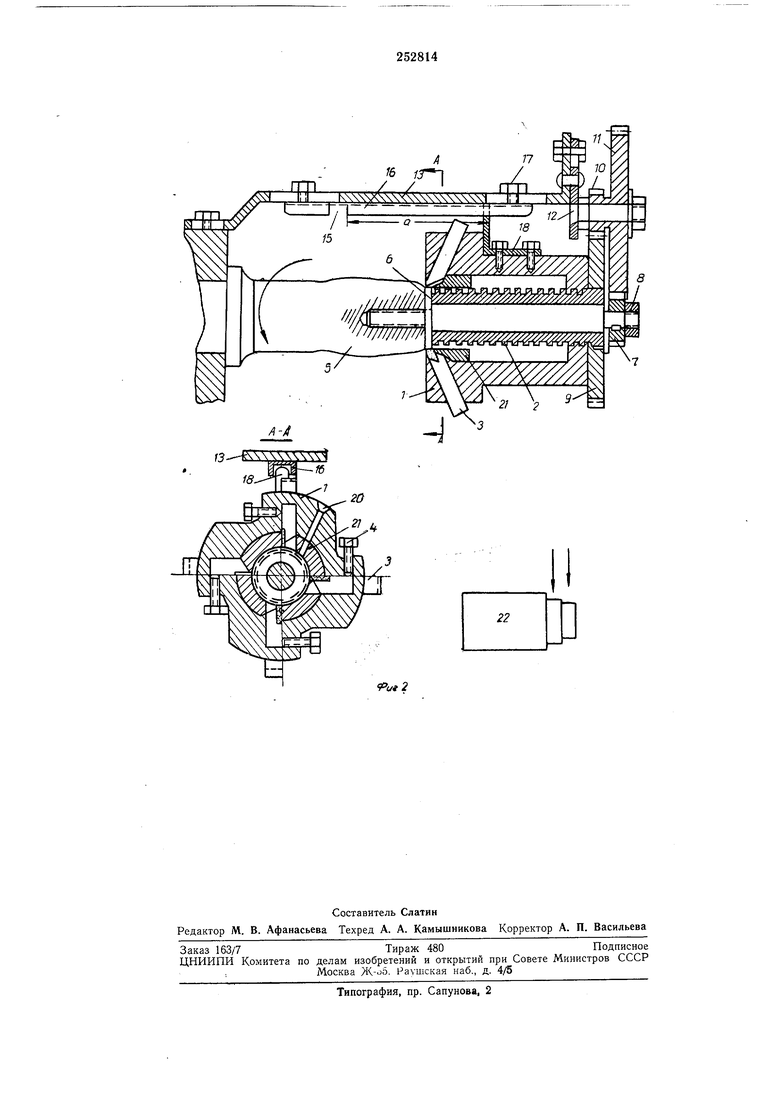
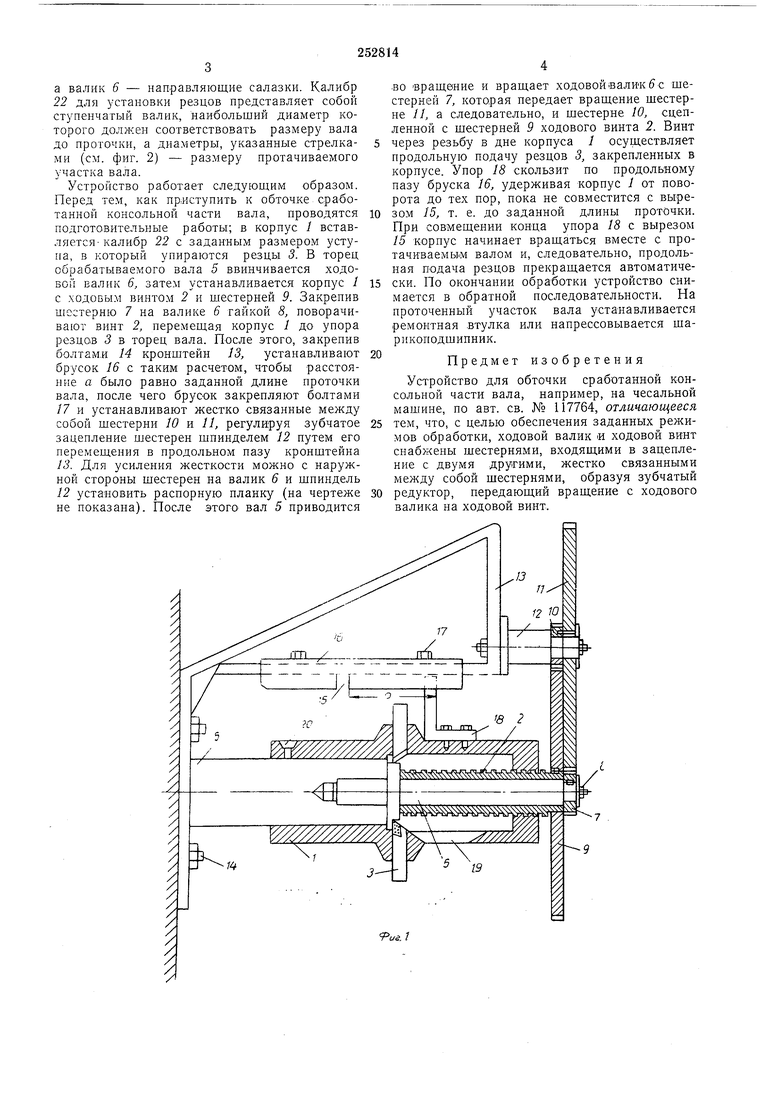
На фиг. 1 показано предложенное устройство в , вид сверху; на фиг. 2 - устройство с наклонными резцами и калибр для их установки.
перемещения пустотелого ходового винта 2. В средней или передней части размещены четыре диаметрально расположенных резца 8, закрепленных болтами 4. В торец обрабатываемого вала 5 ввинчен ходовой валик 6 на противоположном конце которого посажена на шпонке шестерня 7, закрепленная гайкой 8. На ходовом винте 2 жестко посажена шестерня 9, входящая в зацепление с шестерней 10, жестко связанной с шестерней 11. Эти шестерни имеют ходовую посадку на шпинделе 12, укрепленном на кронштейне 13, который болтами 14 закреплен на раме машины. Кронштейн 13 имеет передвижной с продольным пазом и поперечным вырезом 15 брусок 16, закрепленный болтами 17. Брусок удерживает корпус 1 от поворота посредством упора 18, закрепленного на корпусе. Для удалеиия стружки срезанного металла в корпусе имеется окно 19, а для смазки трущихся поверхностей - отверстие 20.
В варианте с наклонными резцами (см. фиг. 2) установка сменная втулка 21, которая должна быть выполнена с ходовой посадкой по участку проточенного вала, а буртик валика 6 должен иметь размер, соответствующий диаметру проточенного вала, так как до начала проточки он служит направляющей для корпуса через сменную втулку 21. В том и другом варианте корпус заменяет суппорт,
а валик 6 - направляющие салазки. Калибр 22 для установки резцов представляет собой ступенчатый валик, наибольший диаметр которого должен соответствовать размеру вала до проточки, а диаметры, указанные стрелками (см. фиг. 2) - размеру протачиваемого участка вала.
Устройство работает следующим образом. Перед тем, как пр иступить к обточке сра-ботанной консольной части вала, проводятся подготовительные работы; в корпус / вставляется- калибр 22 с заданным размером уступа, в который упираются резцы 3. В торец обрабатываемого вала 5 ввинчивается ходовой валик 6, затем устанавливается корпус 1 с ходовым винтом 2 и щестерней 9. Закрепив шестерню 7 на валике 6 гайкой 8, поворачивают винт 2, перемещая корпус 1 до упора резцов 3 в торец вала. После этого, закрепив болтами 14 кронштейн 13, устанавливают брусок 16 с таким расчетом, чтобы расстояние а было равно заданной длине проточки вала, после чего брусок закрепляют болтами 17 и устанавливают жестко связанные между собой шестерни 10 и //, регулируя зубчатое зацепление шестерен шпинделем 12 путем его перемещения в продольном пазу кронштейна 13. Для усиления жесткости можно с наружной стороны щестерен на валик 6 и шпиндель 12 установить распорную планку (на чертеже не показана). После этого вал 5 приводится
во вращение и вращает ходоБОЙвалиК с шестерней 7, которая передает вращение шестерне 11, а следовательно, и щестерне 10, сцепленной с щестерней 9 ходового винта 2. Винт
через резьбу в дне корпуса 1 осуществляет продольную подачу резцов 3, закрепленных в корпусе. Упор 18 скользит по продольному пазу бруска 16, удерживая корпус 1 от поворота до тех пор, пока не совместится с вырезом 15, т. е. до заданной длины проточки. При совмещении конца упора 18 с вырезом /5 корпус начинает вращаться вместе с протачиваемым валом и, следовательно, продольная гюдача резцов прекращается автоматически. По окончании обработки устройство снимается в обратной последовательности. На проточенный участок вала устанавливается ремонтная втулка или напрессовывается шарикоподшипник.
Предмет изобретения
Устройство для обточки сработанной консольной части вала, например, на чесальной машине, по авт. св. № 117764, отличающееся
тем, что, с целью обеспечения заданных режимов обработки, ходовой валик и ходовой винт снабжены шестернями, входящими в зацепление с двумя другими, жестко связанными собой шестернями, образуя зубчатый
редуктор, передающий вращение с ходового валика на ходовой винт.
7/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обточки сработанной консольной части вала, например, на чесальной машине | 1958 |
|
SU117764A1 |
| Приспособление для автоматической установки резца в рабочее положение на станках с копирным резьбонарезным приспособлением | 1945 |
|
SU68304A1 |
| Многорезцовая головка | 1987 |
|
SU1546210A1 |
| Станок для обработки отверстий | 1988 |
|
SU1722700A1 |
| Универсальное затыловочное приспособление к токарному станку | 1935 |
|
SU45787A1 |
| Устройство для обработки цилиндрической детали с направляющей линией в виде эпитрохоиды | 1982 |
|
SU1021578A1 |
| Копировальный станок | 1936 |
|
SU49159A1 |
| Плансуппортная расточная головка | 1978 |
|
SU770668A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| Станок для механической обработки | 1978 |
|
SU841784A1 |