Описываемый станок предназначен для наплавки изношенных внутренних поверхностей цилиндров.
Известен станок для наплавки, описанный в авт. св. № 204463, снабженный корректирующим устройством, которое выполнено в виде шарнирно установленной на тележке планки, имеющей возможность углового перемещения по прикрепленному к этой тележке сектору и взаимодействующей с роликом, связанным с редуктором. Длина наплавляемой поверхности на известном станке ограничена величиной, равной половине диаметра цилиндра, поскольку увеличение длины наплавляемой поверхности ухудшает качество наплавки из-за неравномерности шага наплавки.
Описываемый станок является усовершенствованием известного станка для наплавки.
Станок для наплавки отличается от известного тем, что на корпусе редуктора жестко установлен кронштейн, несущий привод патрона для наплавляемого цилиндра и обеспечивающий смещение наплавляемой плоскости от оси вертикального вала редуктора, а подвижная планка корректирующего устройства выполнена в виде профилированной направляющей. Это повышает качество наплавки вследствие обеспечения постоянного шага наплавки и увеличивает длину направляемой внутренней поверхности цилиндра.
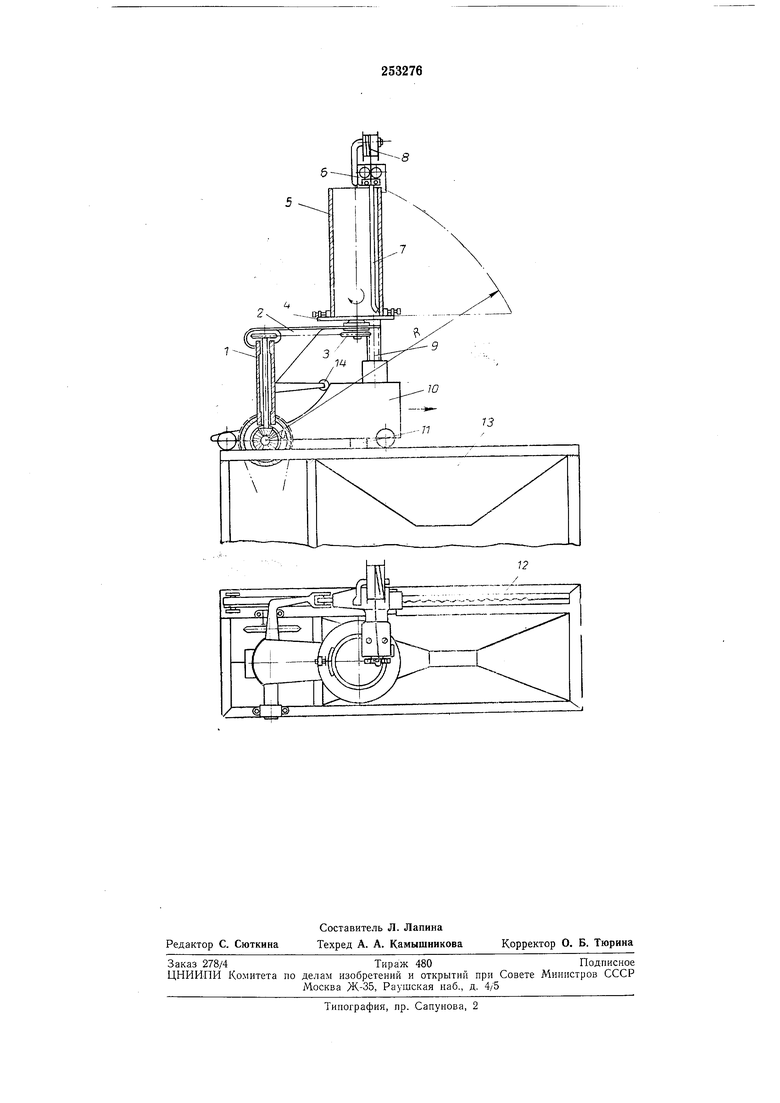
На чертеже изображен описываемый станок для наплавки.
Перпендикулярно к корпусу редуктора I жестко прикреплен кронштейн-центросместитель 2, несущий привод 3 патрона. Кроме того, станок содержит патрон 4, в котором укреплен наплавляемый цилиндр 5, наплавочную головку 6, удлиненный мундштук 7, кассету для проволоки &, телескопический винт 9, каретку 10, разъемную гайку // ходового винта, ходовой винт 12, станину 13 и консольно установленный ролик 14, который перекатывается по профилированной направляющей каретки 10. Вращение наплавляемого цилиндра 5 передается от привода станка с помощью редуктора /, привода 5 патрону 4, в котором закреплен цилиндр.
Продольное перемещение каретки 10, а вместе с ней мундштука 7 происходит от вращения ходового винта 12 через разъемную гайку 11. При этом движении ролик 14 скользит по профилированной направляющей каретки 10, цилиндр 5 наклоняется вокруг оси О, верхняя точка которого описывает кривую радиусом R. Таким образом сочетанием продольного равномерного движения каретки 10 и наклонного движения цилиндра достигается равномерное передвижение конца мундштука 7, вдоль наплавляемой плоскости при постоянном расстоянии конца мундштука от наплавляемой поверхности, т. е. сохраняется постоянная длина дуги и постоянный шаг наплавки.
Наплавка внутренней поверхности цилиндра (например, гильзы цилиндра двигателя, ступицы колеса, втулки, нижней головки шатуна и других имеюш,их изношенную поверхность длиной три-четыре диаметра отверстия) производится следуюш,им образом.
Во внутрь цилиндра вставляют мундштук 7 путем отвода каретки 10 в крайнее правое положение и наклона цилиндра 5 так, чтобы конец мундштука был выше края цилиндра. Затем передвигая каретку 10 в крайнее левое положение, чем достигается установка мундштука в нормальное положение сообщают врашение цилиндру 5, к месту наплавки которого через мундштук 7, подается наплавляемая проволока и сварочный ток (при наплавке под флюсом в цилиндр засыпается флюс). После одного оборота включается ходовой винт 12, и при помоши гайки 11 происходит продольное перемещение кареткч 10 с наплавочной головкой 6 и мундштуком 7.
Двигаясь, каретка 10 увлекает с собой профилированную направляюш,ую, по которой скользит ролик 14.
Станок позволяет качественно наплавлять внутреннюю поверхность цилиндра, имеюш,его длину до двух с половиной диаметров наплавляемого цилиндра.
Предмет изобретения
Станок для наплавки по авт. св. № 204463, отличающийся тем, что, с целью увеличения длины наплавляемой внутренней поверхности цилиндра и повышения качества наплавки вследствие обеспечения постоянного шага наплавки, на корпусе редуктора жестко установлен кронштейн, несущий привод патрона для укрепления наплавляемого изделия и обеспечивающий смещение наплавляемой плоскости от оси вертикального вала редуктора па величину, равную расстоянию от нижнего торца наплавляемого цилиндра до оси горизонтального вала редуктора, а подвижная планка корректирующего устройства выполнена в виде профилированной направляющей.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| УСТРОЙСТВО для ВОССТАНОВЛЕНИЯ и УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU383572A1 |
| СТАНОК ДЛЯ НАПЛАВКИ | 1967 |
|
SU204463A1 |
| МОБИЛЬНЫЙ НАПЛАВОЧНЫЙ КОМПЛЕКС «САРМАТ НК 450» | 2021 |
|
RU2773541C1 |
| СПОСОБ НАПЛАВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ РАДИАЛЬНЫХ ОТВЕРСТИЙ ЦИЛИНДРИЧЕСКОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2520882C2 |
| ПРИСТАВКА ДЛЯ НАПЛАВКИ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2003 |
|
RU2256539C2 |
| Манипулирующее устройство | 1985 |
|
SU1301633A1 |
| Устройство для обработки отверстий | 1986 |
|
SU1428540A1 |
| Установка для наплавки торцов зубьев шестерен | 1988 |
|
SU1593820A1 |
| Способ восстановления изношенных цилиндрических деталей | 1974 |
|
SU513802A1 |