Изобретение относится к оборудованию дли изготовления труб на трубоэлектросварочных станах.
Известны сварочные клети закрытого типа стана высокочастотной сварки труб, сварочный калибр которых образован четырьмя валками, каждый из которых установлен на ползушке, связанной с механизмом регулировки. Каждая ползушка имеет механизм только индивидуального перемещения, что ведет к ухудшению условий работы и уменьшению точности настройки калибра, так как при необходимости изменения размера калибра можно перемещать только каждую ползушку в отдельности.
Предлагаемая сварочная клеть стана высокочастотной сварки труб имеет круглый калибр закрытого типа, образованный четырьмя приводными валками, и механизм, позволяющий осуществлять независимую и совместную регулировку валков калибра.
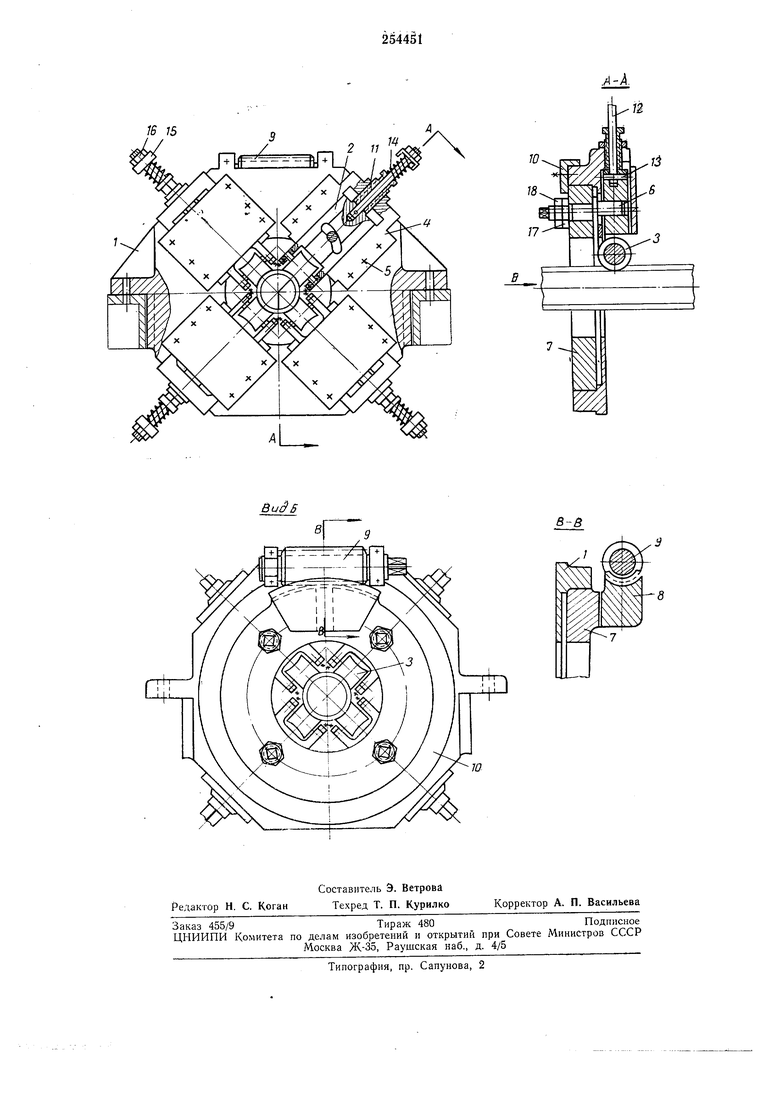
На чертеже показана предложенная сварочная клеть и разрезы ее по А-А, Б-Б и В-В.
Сварочная клеть состоит из станины /, в пазах которой установлены четыре ползушкл 2. В ползушках закреплены валки 3, образующие закрытый калибр. Ползушки удерживаются з пазах станины крыщками 4 и болтами 5. Для индивидуального перемещения
каждого валка 3 в отдельности предназначены эксцентриковые пальцы 6, закрепленные в нтайбе 7, а свободные концы этих пальцев входят в криволинейные пазы ползушек 2. Для совместного перемещения ползушек 2 с валками 3 необходимо шайбу 7 повернуть на определенный угол. Для этого на шайбе закрепvieH зубчатый сектор 8, а на станине 1 - червяк 9. Шайба 7 удерживается в станине
кольцом 10. Для восприятия нагрузок при работе служат нажимные винты 11, а уравновешивающее устройство, состоящее из тяги 12, шпильки 13, пружины 14, шайбы 15 и гайки 16, стремится прижать ползушку 2 к нажимному винту 11.
Работа сварочной клети происходит следующим образом.
Перед настройкой винты 11 вывинчивают из станины 1 настолько, чтобы между торцом
винта и ползушкой образовался зазор. Затем врашелием каждого из эксцентриковых пальцев 6 добиваются калибра расчетных размеров; положение эксцентриковых пальцев фиксируется гайкой 17 и контргайкой 18. Нажимные винты 11 ввинчивают в станину до тех пор, пока их торцы начнут контактировать с ползушками 2 и во время сварки будут принимать на себя нагрузку. Если необходимо свести (развести) рабочие валки одновременвывинчивают и вращением червяка 9 поворачивают шайбу 7 до тех пор, пока получают калибр требуемых размеров, после чего нажимные винты опять ввинчивают для восприятия нагрузки.
Предмет изобретения
Сварочная клеть закрытого тииа стана высокочастотной сварки труб, содержащая станину и сварочный калибр, образованный четырьмя валками, каждый из которых имеет
две. опоры и установлен на ползущке, связанной с механизмом регулировки, отличающаяся тем, что, с целью улучшения условий работы и увеличения точности регулировки калибра,
механизм регулировки выполнен в виде приводной шайбы, установленной на станине соосно со свариваемой трубой, причем на шайбе смонтированы поворотные эксцентриковые пальцы, взаимодействующие с ползушками
валков через выполненные в них криволинейные пазы.
16 75
12
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПРЕРЫВНЫЙ ТРУБОФОРМОВОЧНЫЙ СТАН | 1969 |
|
SU232925A1 |
| ДВУХКЛЕТЕВОЙ БЛОК ТРЕХРОЛИКОВЫХ КЛЕТЕЙ | 1999 |
|
RU2177385C2 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Клеть прокатного стана | 1980 |
|
SU910238A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
| ТРУБОСВАРОЧНАЯ КЛЕТЬ | 2009 |
|
RU2392076C1 |
| ДВУХВАЛКОВАЯ НЕПРИВОДНАЯ ВЕРТИКАЛЬНАЯ КЛЕТЬ | 2009 |
|
RU2429927C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРОШКОВОЙ ПРОВОЛОКИ В МЕТАЛЛИЧЕСКОЙ ОБОЛОЧКЕ С ФАЛЬЦЕВЫМ ШВОМ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2203169C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2118921C1 |